精品文档---下载后可任意编辑教学目标:1.掌握中等复杂零件的车削工艺
2.掌握灵活运用所学指令编制中等复杂零件的加工程序
掌握相关指令格式、编程注意事项和应用
教学重点、难点: 重点:复杂零件的车削工艺难点:外圆精车路线和编程安全教育:同学们在上课的时候要注意集中精神,不要到处张望,要勤于思考,不要养成不良习惯随便抄作业,要对自己负责
一个不对自己负责的男人是极其危险的
特别对他的未来,成家立业之后,会很容易破坏家庭,造成家庭悲剧,同学们要从现在做起,杜绝这样的安全事故,把这样的安全隐患扼杀在摇篮里
任务 1:G94 格式和应用的巩固(2 学时)一、新课导入用 G90 进行外圆车削时,切削方向是什么
那么 G94 呢
二、教学过程1.布置任务:1)G94 指令是什么
2)写出 G94 的程序格式3)G94 在数控加工中加工什么表面
4)G94 主要应用在粗加工还是精加工
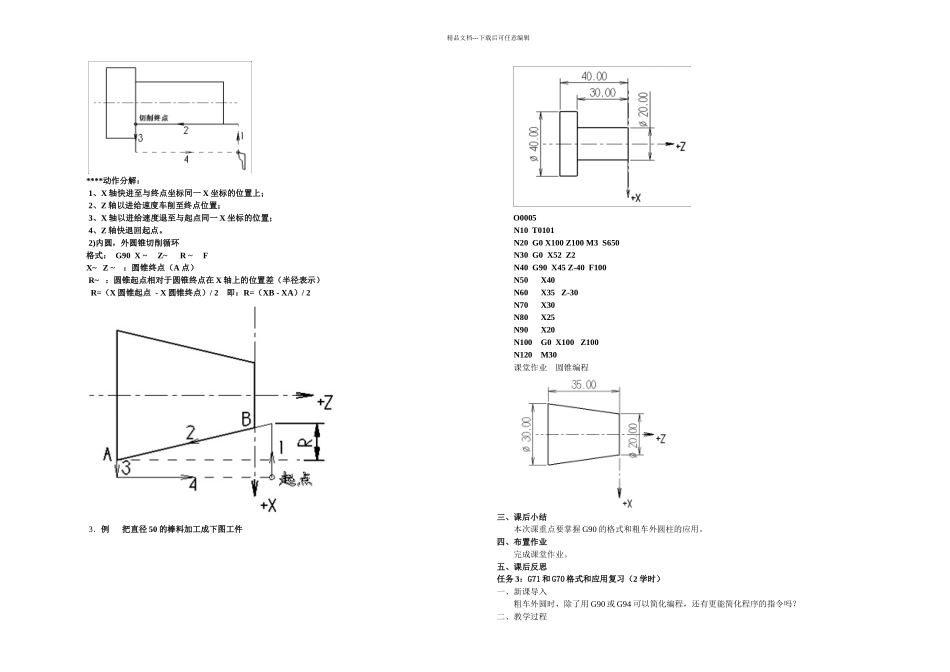
2 .端面车削循环:G94格式:G94 X~ Z~ F~X~ Z~ 切削终点坐标值F~ 切削速度****动作分解:1、Z 轴快进至与终点坐标同一 Z 坐标的位置上;2、X 轴以进给速度车削至终点位置;3、Z 轴以进给速度退至与起点同一 X 坐标的位置;4、X 轴快退回起点
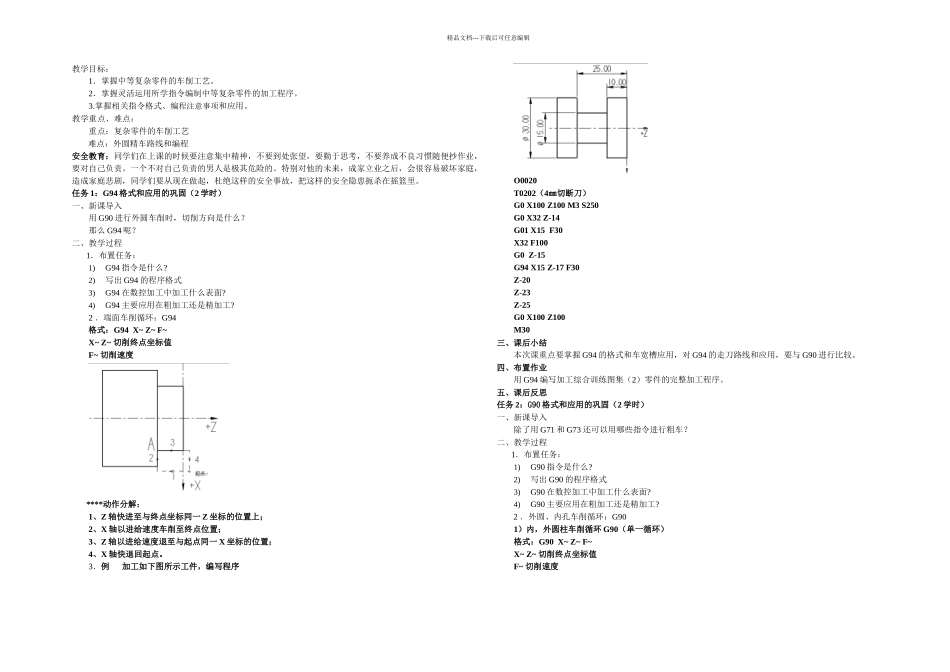
3.例 加工如下图所示工件,编写程序O0020T0202(4㎜切断刀)G0 X100 Z100 M3 S250G0 X32 Z-14G01 X15 F30X32 F100G0 Z-15G94 X15 Z-17 F30Z-20Z-23Z-25G0 X100 Z100M30三、课后小结本次课重点要掌握 G94 的格式和车宽槽应用,对 G94 的走刀路线和应用,要与 G90 进行比较
四、布置作业用 G94 编写加工综合训练图集(2)零件的完整加工程序
五、课后反思任务 2:G90 格式和应用的巩固(2 学时)一、新课导入除了用 G71