精品文档---下载后可任意编辑一、适用范围本作业指导书适用于本公司的钢结构工程中的连接板和劲板的焊接二、焊接材料如表 1表 1 焊接材料的选用钢材类别焊材母材ⅠⅡⅢ备注Q235ER50-6ER50-6ER50-6正式焊接E501T-1E501T-1E501T-1Q345ER50-6ER50-6ER50-6E501T-1E501T-1E501T-1Q390、Q420ER50-6ER50-6ER55-D2E501T-1E501T-1三、焊接设备NB-500S四、焊前清理母材待焊接的表面及距焊接坡口边缘位置 30mm 范围内不得有影响正式焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质
五、焊接工艺参数如下表 2表 2 焊接参数板厚(mm)焊丝直径(mm)焊接电流(A)焊接电压(V)焊接速度(cm/min)4-10φ160-24020-2830-4012-16φ180-26020-3025-3518-20φ200-30024-3522-30>20φ200-32024-3820-30六、非熔透 T 形接头在钢结构工程中常用的连接接头形式角焊缝尺寸是根据设计要求确定,有二种方法:第一种、按等强设计法的角焊缝,即按角焊缝的抗剪截面与较薄板面的截面相等,角焊缝焊高取 k=0
7t(t 为板的焊件厚);第二种、按构造焊缝设计的角焊缝,即 k=1
5√t (为较厚焊件厚度)
按等强度设计法确定角焊缝焊高—K1) 当 t≤20mm 焊接时,角焊缝结构见图 1,角焊缝高 k 见表 1
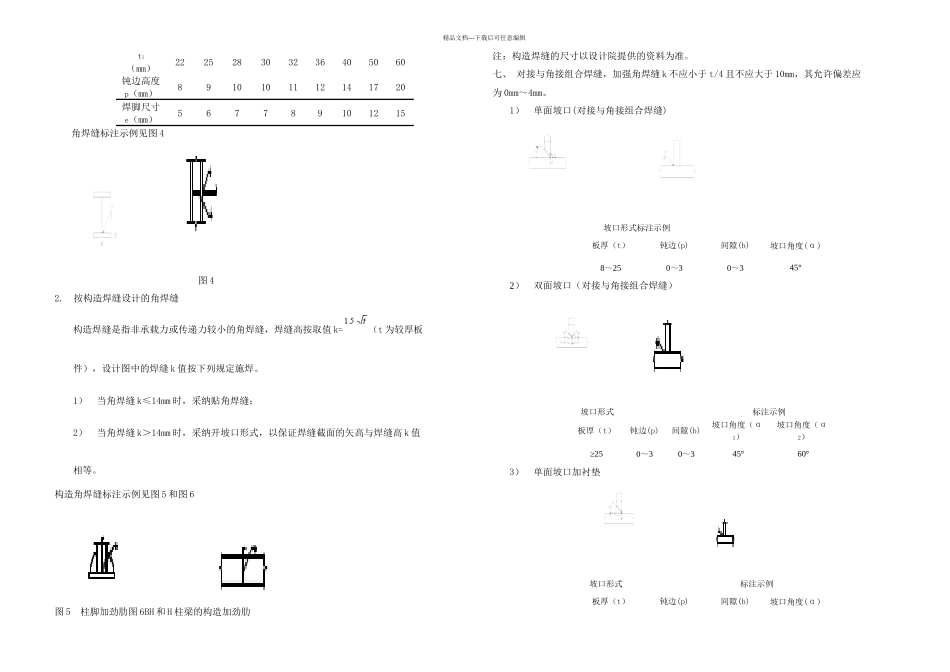
图 1 表 1t1(mm)68101214161820焊角尺寸k(mm)667810111214角焊缝标注示例见图 2图 22) 当 t>20mm 焊接时,为了减少填充熔焊金属,采纳开小坡口的角焊缝形式,以保证焊缝的抗剪截面,见图 3 和表 2图 3 表 2精品文档---下载后可任意编辑t1(mm)2225283