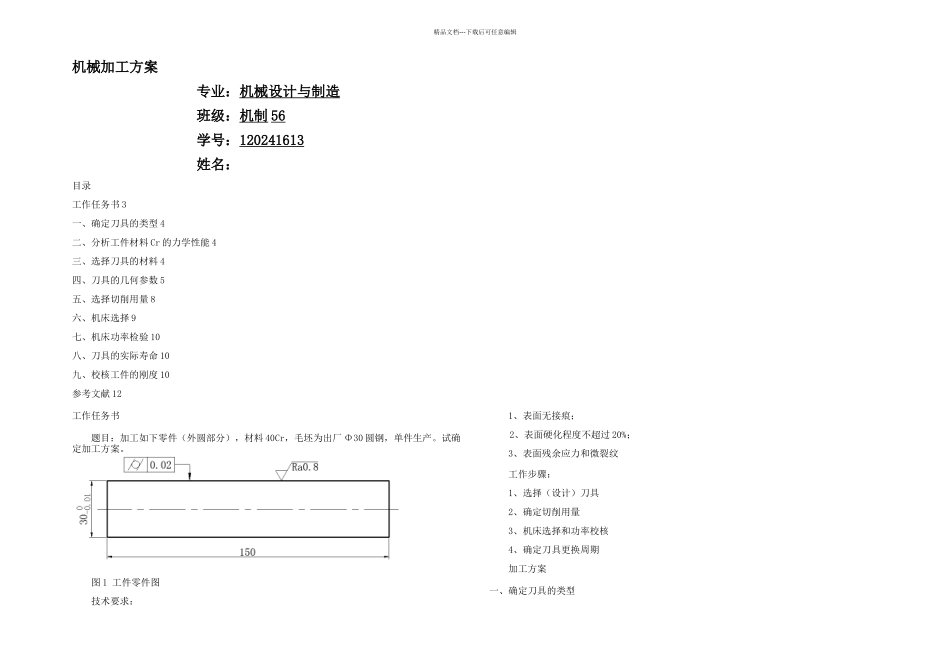
精品文档---下载后可任意编辑机械加工方案专业:机械设计与制造班级:机制 56学号:120241613姓名:目录工作任务书 3一、确定刀具的类型 4二、分析工件材料 Cr 的力学性能 4三、选择刀具的材料 4四、刀具的几何参数 5五、选择切削用量 8六、机床选择 9七、机床功率检验 10八、刀具的实际寿命 10九、校核工件的刚度 10参考文献 12工作任务书题目:加工如下零件(外圆部分),材料 40Cr,毛坯为出厂 Φ30 圆钢,单件生产
试确定加工方案
图 1 工件零件图技术要求:1、表面无接痕;2、表面硬化程度不超过 20%;3、表面残余应力和微裂纹工作步骤:1、选择(设计)刀具2、确定切削用量3、机床选择和功率校核4、确定刀具更换周期加工方案一、确定刀具的类型精品文档---下载后可任意编辑采纳可转位式车刀,其特点是避开了焊接的缺点,刀片转位更换迅速,可使用涂层刀片,生产率高,断屑稳定
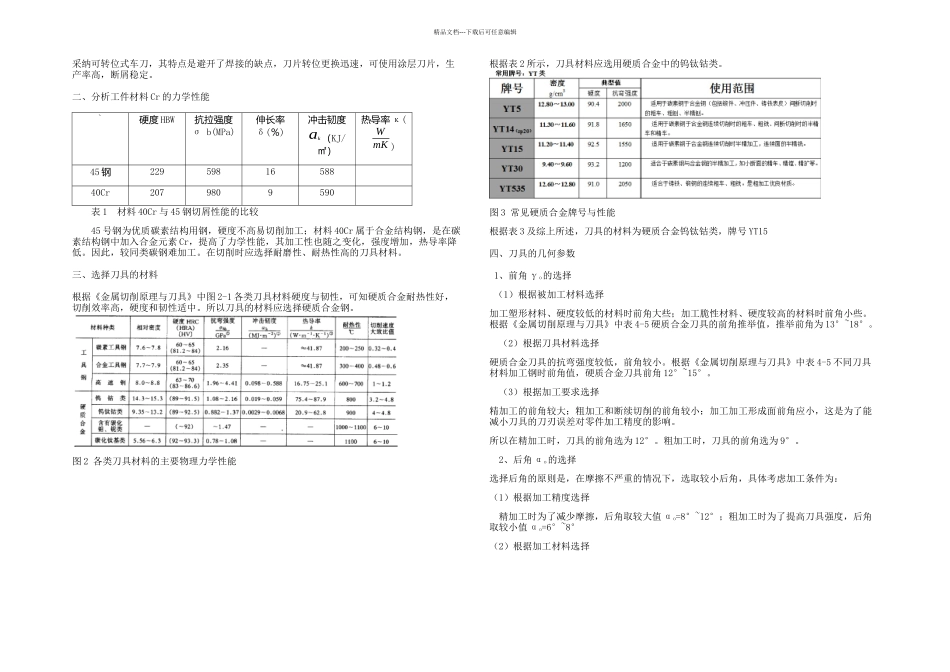
二、分析工件材料 Cr 的力学性能`硬度 HBW抗拉强度σ b(MPa)伸长率δ(%)冲击韧度ak (KJ/㎡)热导率 κ(WmK )45 钢2295981658840Cr2079809590表 1 材料 40Cr 与 45 钢切屑性能的比较45 号钢为优质碳素结构用钢,硬度不高易切削加工;材料 40Cr 属于合金结构钢,是在碳素结构钢中加入合金元素 Cr,提高了力学性能,其加工性也随之变化,强度增加,热导率降低
因此,较同类碳钢难加工
在切削时应选择耐磨性、耐热性高的刀具材料
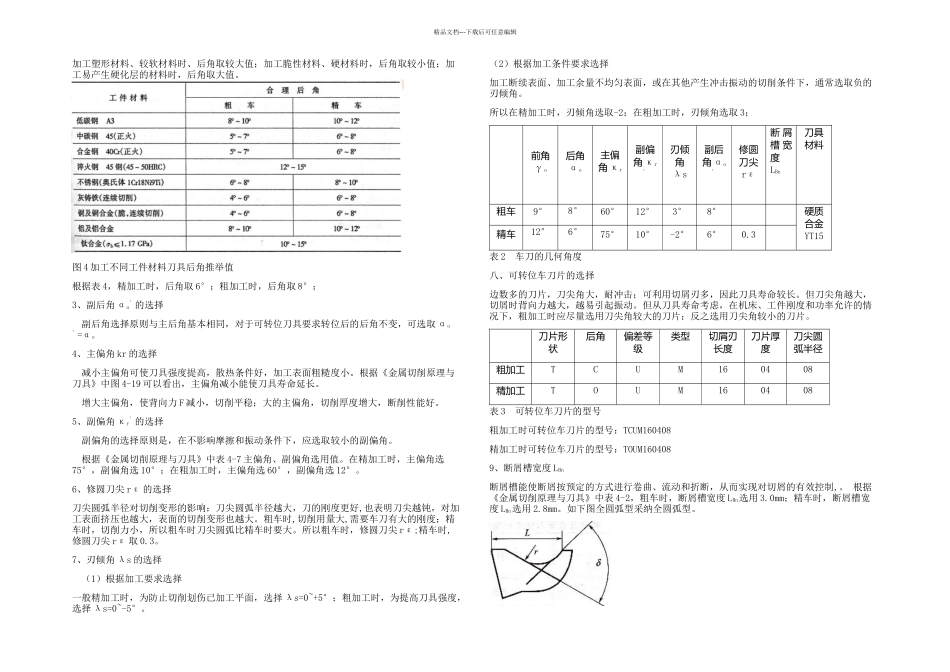
三、选择刀具的材料根据《金属切削原理与刀具》中图 2-1 各类刀具材料硬度与韧性,可知硬质合金耐热性好,切削效率高,硬度和韧性适中
所以刀具的材料应选择硬质合金钢
图 2 各类刀具材料的主要物理力学性能根据表 2 所示,刀具材料应选用硬质合金中的钨钛钴类
图 3 常见硬质合金牌号与性能根据表 3 及综上所述,刀具