精品文档---下载后可任意编辑(职业资格一级)论文题目:创新思路,提高普车加工效率姓名:李恒敏身份证号:所在省市:山东省肥城市所在单位:肥城市高级技工学校创新思路,提高普车加工效率姓名 李恒敏单位 肥城市高级技校内容摘要:刀具在车削加工中的占有重要地位.但即使使用同样的机床和刀具,不同操作者所完成的加工过程和结果,也是有所差异的,这便是技术水平上的差异
这种差异主要表现在对加工参数的选择与应用,以及现实施行的加工方法上面
也就是说,只有加强学习,钻研和寻找理论知识与实践经验的有效结合点,灵活运用了知识,那么在实际应用中将会发挥出意想不到的作用
在金属切削加工中,我们追求的理想状态一般是减少单件机加工工时,并尽可能使刀具耐用度提高,以达到降本增效的目的
但在实际生产中,要根据零件的材料和数量的多少,以及加工特点,进行科学合理地分析,选择优化工艺方法,才能达预期的理想状况
一.创新的思路会给工作带来展新的一面
生产过程中,各个行业均会出现问题与难点,对此我们应以积极的心态去尝试着来解决它,这样往往在某个方面想出一些巧妙的办法
包括一些常用的方法,我们都应抱有创新的心态
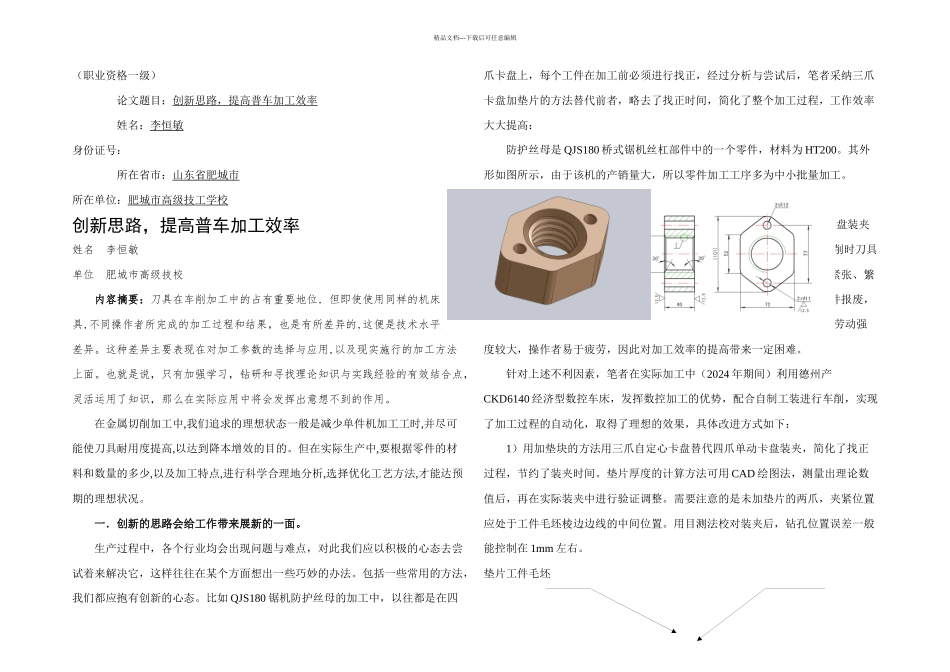
比如 QJS180 锯机防护丝母的加工中,以往都是在四爪卡盘上,每个工件在加工前必须进行找正,经过分析与尝试后,笔者采纳三爪卡盘加垫片的方法替代前者,略去了找正时间,简化了整个加工过程,工作效率大大提高:防护丝母是 QJS180 桥式锯机丝杠部件中的一个零件,材料为 HT200
其外形如图所示,由于该机的产销量大,所以零件加工工序多为中小批量加工
以往对于 T48*7-7H 的梯形内螺纹,一般是在普通车床上采纳四爪卡盘装夹加工,加工前毛坯要逐个找正,费工费时
7mm 的螺距,使内螺纹在车削时刀具相对工件运动速度较快,而且需要频繁进退车刀,所以使加工过程变得紧张、繁琐
稍有不慎也易进错刀,甚至会发生“撞车”现象,损