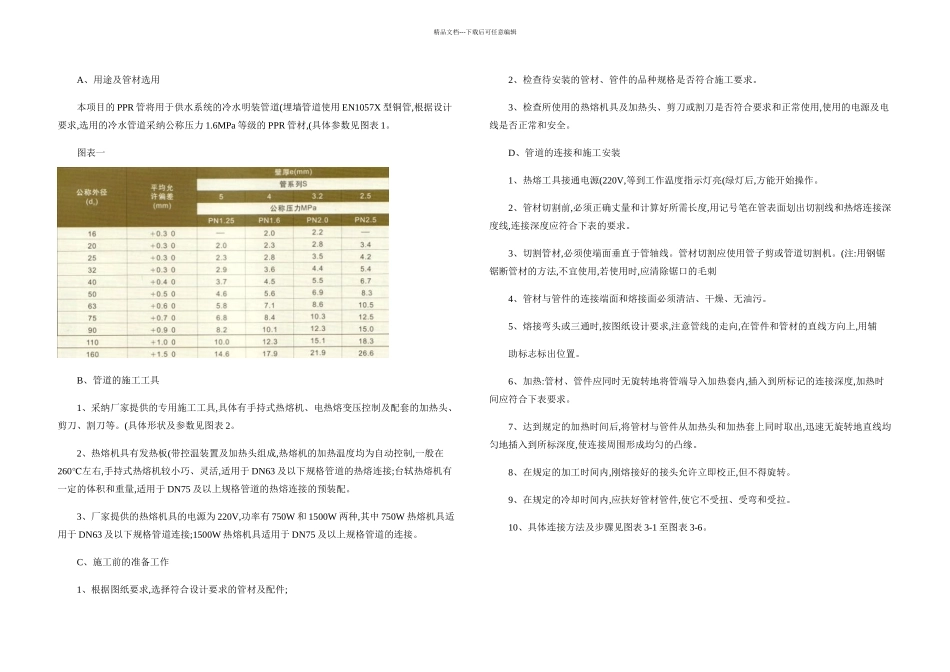
精品文档---下载后可任意编辑A、用途及管材选用本项目的 PPR 管将用于供水系统的冷水明装管道(埋墙管道使用 EN1057X 型铜管,根据设计要求,选用的冷水管道采纳公称压力 1
6MPa 等级的 PPR 管材,(具体参数见图表 1
图表一B、管道的施工工具1、采纳厂家提供的专用施工工具,具体有手持式热熔机、电热熔变压控制及配套的加热头、剪刀、割刀等
(具体形状及参数见图表 2
2、热熔机具有发热板(带控温装置及加热头组成,热熔机的加热温度均为自动控制,一般在260℃左右,手持式热熔机较小巧、灵活,适用于 DN63 及以下规格管道的热熔连接;台轼热熔机有一定的体积和重量,适用于 DN75 及以上规格管道的热熔连接的预装配
3、厂家提供的热熔机具的电源为 220V,功率有 750W 和 1500W 两种,其中 750W 热熔机具适用于 DN63 及以下规格管道连接;1500W 热熔机具适用于 DN75 及以上规格管道的连接
C、施工前的准备工作1、根据图纸要求,选择符合设计要求的管材及配件;2、检查待安装的管材、管件的品种规格是否符合施工要求
3、检查所使用的热熔机具及加热头、剪刀或割刀是否符合要求和正常使用,使用的电源及电线是否正常和安全
D、管道的连接和施工安装1、热熔工具接通电源(220V,等到工作温度指示灯亮(绿灯后,方能开始操作
2、管材切割前,必须正确丈量和计算好所需长度,用记号笔在管表面划出切割线和热熔连接深度线,连接深度应符合下表的要求
3、切割管材,必须使端面垂直于管轴线
管材切割应使用管子剪或管道切割机
(注:用钢锯锯断管材的方法,不宜使用,若使用时,应清除锯口的毛刺4、管材与管件的连接端面和熔接面必须清洁、干燥、无油污
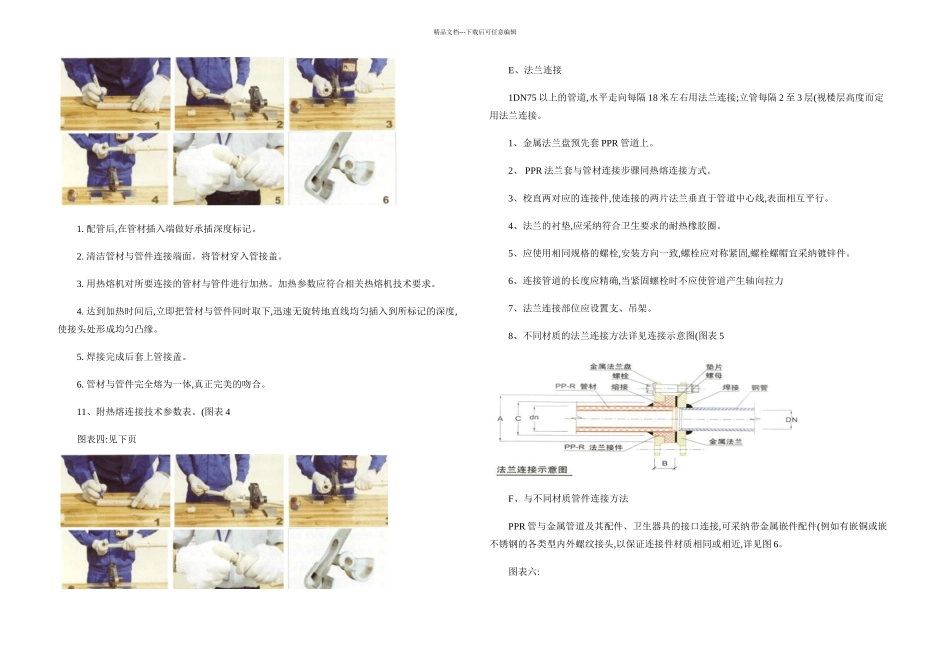
5、熔接弯头或三通时,按图纸设计要求,注意管线的走向,在管件和管材的直线方向上,用辅助标志标出位置
6、加热:管材、管件应同时无旋转地