批生产指令产品名称批号规格批量执行车间液体车间执行人编制依据金银花饮料生产工艺规程生产日期生产配方物料代码物料名称工艺配方量(1000ml)生产用量Y11F03F01内包材B04B05备注:下达人:下达日期:批准人:批准日期:称量备料岗位生产记录生产日期:品名:规格:批号:批量:编制依据生产工艺规程2、称量备料岗位标准操作规程生产指令操作记录1
操作间有“已清洁”和“清场合格证”
计量器具是否在有效期内
是□否□是□否□3
物料经缓冲间脱包清洁并做记录4
核对待称量物料的品种、批号、数量是否一致是□否□称量备料单物料名称编号备料量剩余量称量人:复核人:5
清场:设备容器具是否已清洁并挂好相应状态牌,操作间有无遗留物
已清洁是□否□遗留物有□无□清场人:QA:日期:6
现场监视监控记录监控记录:QA:配制岗位操作记录生产日期:品名:规格:批号:批量:编制依据1、生产工艺规程2、配制岗位标准操作记录生产指令操作结果1
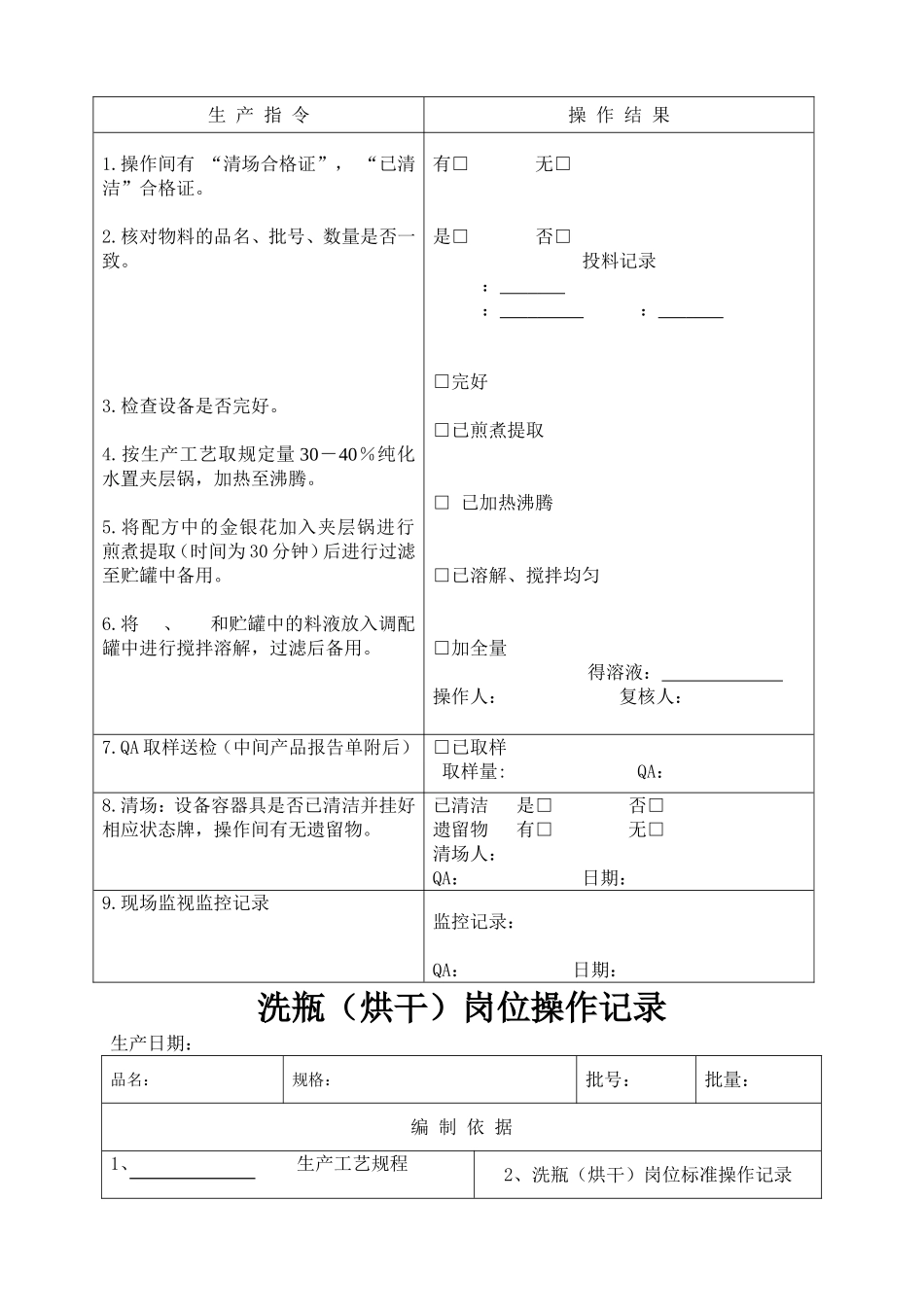
操作间有“清场合格证”,“已清洁”合格证
核对物料的品名、批号、数量是否一致
检查设备是否完好
按生产工艺取规定量30-40%纯化水置夹层锅,加热至沸腾
将配方中的金银花加入夹层锅进行煎煮提取(时间为30分钟)后进行过滤至贮罐中备用
将、和贮罐中的料液放入调配罐中进行搅拌溶解,过滤后备用
有□无□是□否□投料记录:::□完好□已煎煮提取□已加热沸腾□已溶解、搅拌均匀□加全量得溶液:操作人:复核人:7
QA取样送检(中间产品报告单附后)□已取样取样量:QA:8
清场:设备容器具是否已清洁并挂好相应状态牌,操作间有无遗留物
已清洁是□否□遗留物有□无□清场人:QA:日期:9
现场监视监控记录监控记录:QA:日期:洗瓶(烘干)岗位操作记录生产日期:品名:规格:批号:批量:编制依据1、生产工艺规程2、洗瓶(烘干)岗位标准操作记录生产指令操作结果1