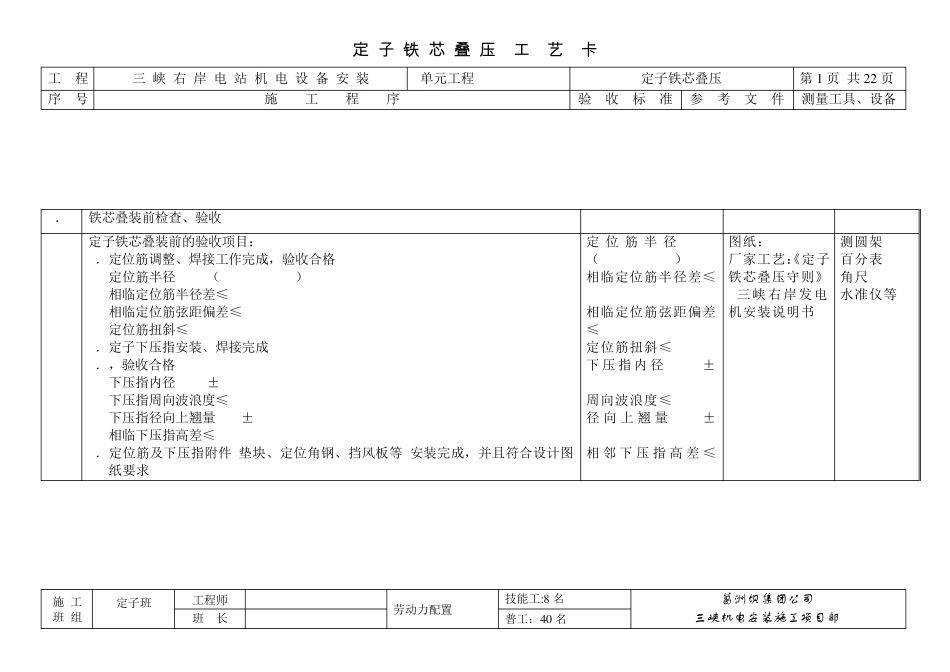
定 子 铁 芯 叠 压 工 艺 卡 工 程 三 峡 右 岸 电 站 机 电 设 备 安 装 单元工程 定子铁芯叠压 第1 页 共22 页 序 号 施 工 程 序 验 收 标 准 参 考 文 件 测量工具、设备 施 工 班 组 定子班 工程师 劳动力配置 技能工:8 名 葛洲坝集团公司 三峡机电安装施工项目部 班 长 普工:40 名 1. 铁芯叠装前检查、验收 1
1 定子铁芯叠装前的验收项目: A.定位筋调整、焊接工作完成,验收合格 定位筋半径9644(-0
50)mm 相临定位筋半径差≤0
20mm 相临定位筋弦距偏差≤0
20mm 定位筋扭斜≤0
10mm B.定子下压指安装、焊接完成 C.,验收合格 下压指内径9262±2mm 下压指周向波浪度≤2mm 下压指径向上翘量2
4mm 相临下压指高差≤0
5mm D.定位筋及下压指附件(垫块、定位角钢、挡风板等)安装完成,并且符合设计图纸要求 定位筋半径9644(-0
50)mm 相临定位筋半径差≤0
20mm 相临定位筋弦距偏差≤0
20mm 定位筋扭斜≤0
10mm 下压指内径9262±2mm 周向波浪度≤2mm 径向 上 翘 量2
4mm 相邻 下压指高 差≤0
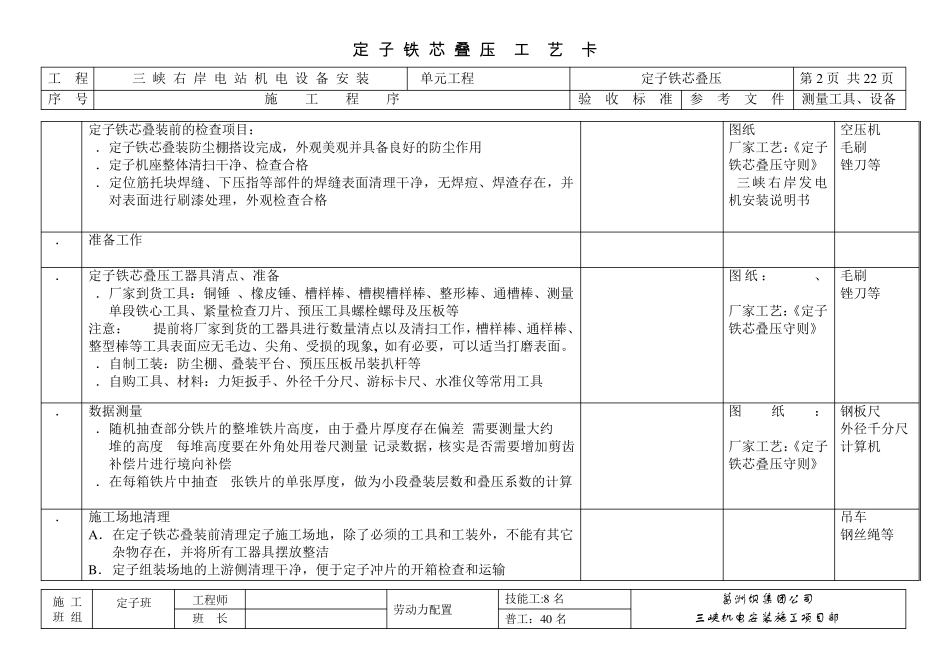
5mm 图纸:0F709 厂家工艺:《定子铁芯叠压守则》 测圆架 百分表 角尺 水准仪等 定 子 铁 芯 叠 压 工 艺 卡 工 程 三 峡 右 岸 电 站 机 电 设 备 安 装 单元工程 定子铁芯叠压 第2 页 共22 页 序 号 施 工 程 序 验 收 标 准 参 考 文 件 测量工具、设备 施 工 班 组 定子班 工程师 劳动力配置 技能工:8 名 葛洲坝集团公司 三峡机电安装施工项目部 班 长 普工:40 名 1
2 定子铁芯叠装前的检查项目: A.定子铁芯叠装防尘棚搭设完成,外观美观并具备良好的防尘作用 B