站场、阀室管道安装作业指导书1
0 适用范围本程序适用于…一…成品油管道工程的…站、…站、…个线路截断阀室的工艺管线安装施工
0 主要编制依据…-…成品油管道工程站场、阀室施工图纸…-…成品油管道工程工艺站场施工技术说明《石油天然气钢质管道无损检测》SY/T4109-…《工业金属管道工程施工及验收规范》GB50235-…《石油天然气站内工艺管道工程施工规范》GB50540-
《石油天然建设工程施工质量验收规范站内工艺管道工程》SY/T4203-…PMC 批准的站场、阀室焊接工艺规程3
0 工作流程4
1 所有管材、阀门、管件必须按批准的设计规格书文件要求订货,并按有关标准进行检查验收
2 工艺管线安装应与土建相配合,对与安装有关的土建施工应按图纸和标准验收
3 工艺管线安装原则是:先地下、后地上,先主管、后支管
4 施工前应对场地进行平整并确保足够的作业空间
0 钢管切割及坡口加工5
1 采用氧--乙炔或机械方法切割
2 采用机械方法或砂轮机制备坡口,坡口角度、钝边应符合焊接工艺规程的要求
3 切口表面应平整,无裂缝、重皮、毛刺、凹凸、缩口、熔渣、氧化物、铁屑等
切口端面倾斜偏差△不大于管子外径的 1%,且不得超过 3mm
0 管道组对、安装6
1 管径不大于 200 的管道可直接组对;管径大于 200 的管道,宜采用外对口器组对;对口间隙和错边量应符合焊接工艺规程的要求
组对后根焊须完成管道周长的 50%以上且均匀分布时方可拆除外对口器
2 组对前应将管子内部清理干净,无污物、杂物
管口内外表面应清洁,管端 20mm 范围内应无油污、铁锈、油漆和污垢,应呈现金属光泽
应将管端 10mm 范围内的螺旋焊缝或直焊缝余高打磨呈平滑过渡
3 防腐管在地面或在管沟内组对时,应放在沙袋上
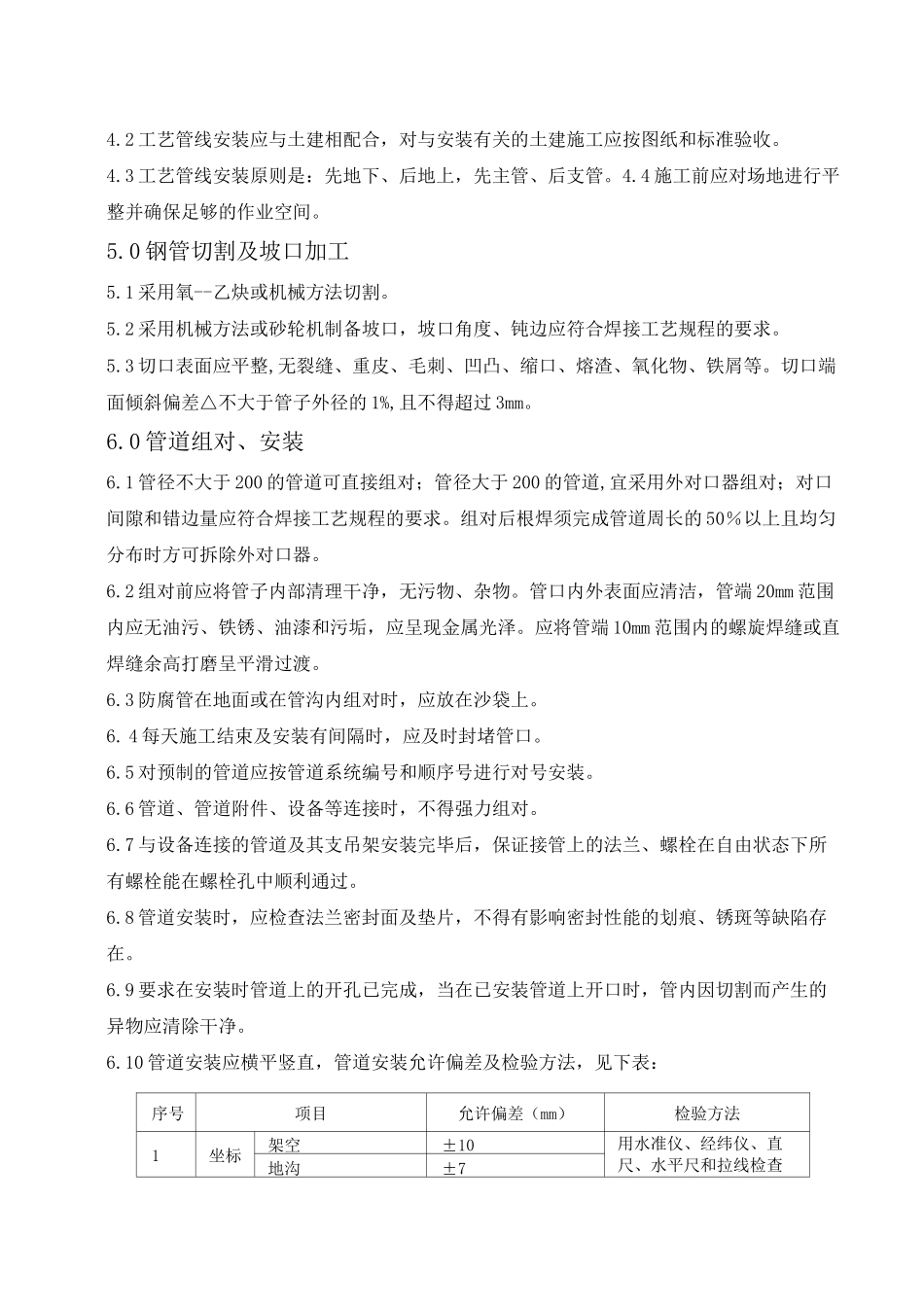
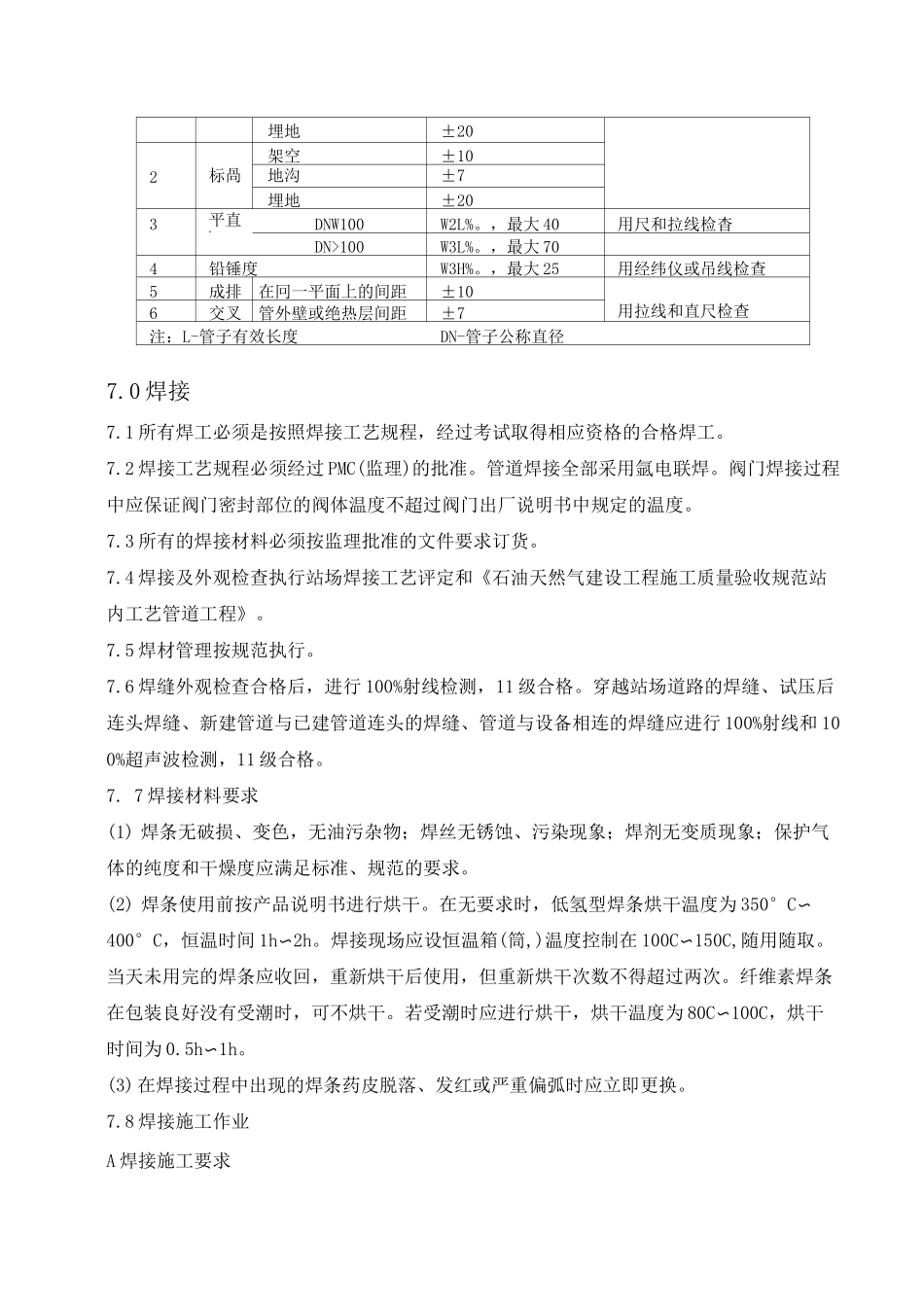
4 每天施工结束及安装有间隔时,应