形状误差检测 1 . 直线度误差的检测 方法一:光隙法 将被测直线和测量基线(刀口尺、平尺)间形成的光隙与标准光隙相比较,直接评定直线度误差值
此方法属直接测量,适用于磨削或研磨加工的小平面及短圆柱(锥)面的直线度误差测量
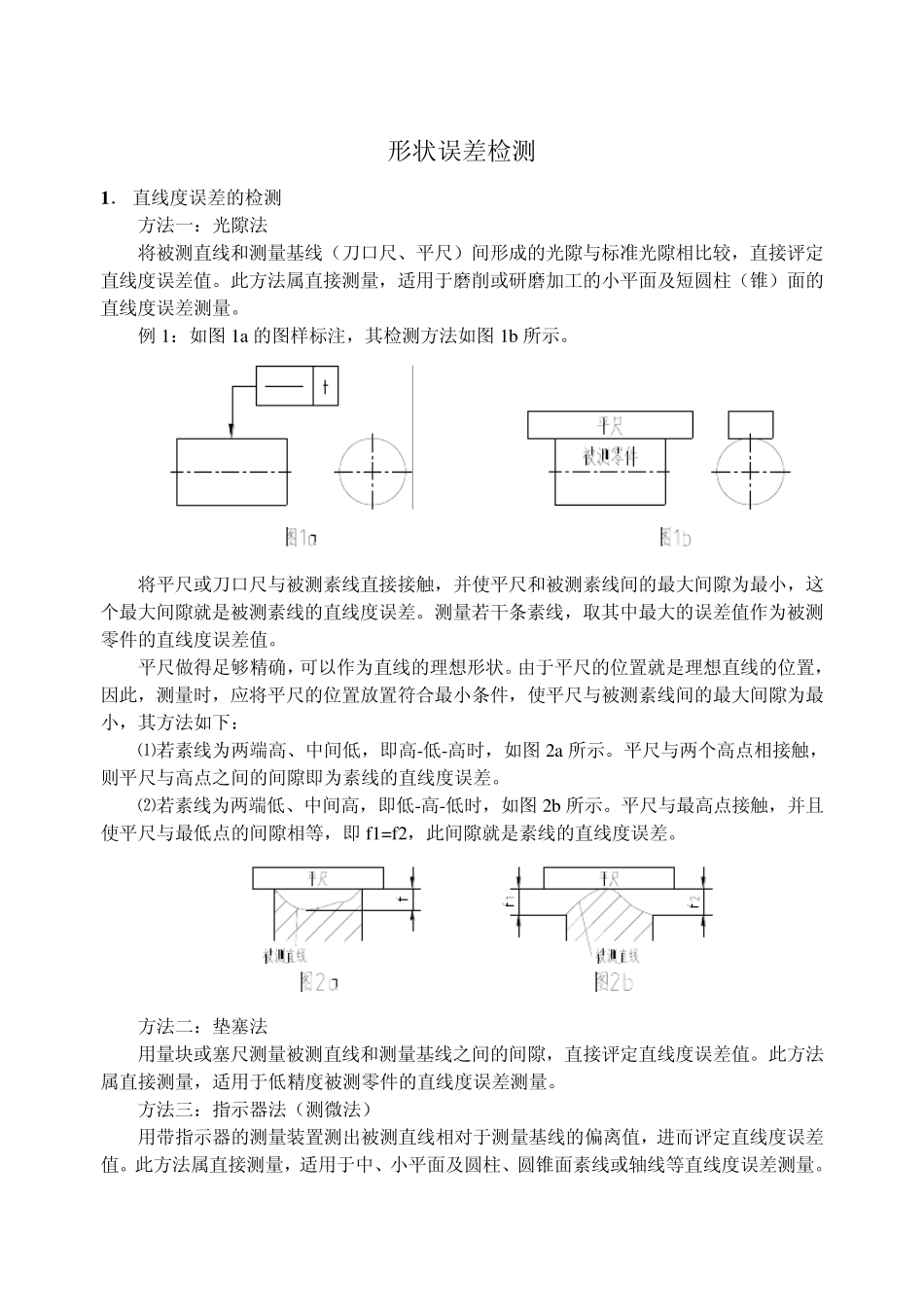
例1:如图1a 的图样标注,其检测方法如图1b 所示
将平尺或刀口尺与被测素线直接接触,并使平尺和被测素线间的最大间隙为最小,这个最大间隙就是被测素线的直线度误差
测量若干条素线,取其中最大的误差值作为被测零件的直线度误差值
平尺做得足够精确,可以作为直线的理想形状
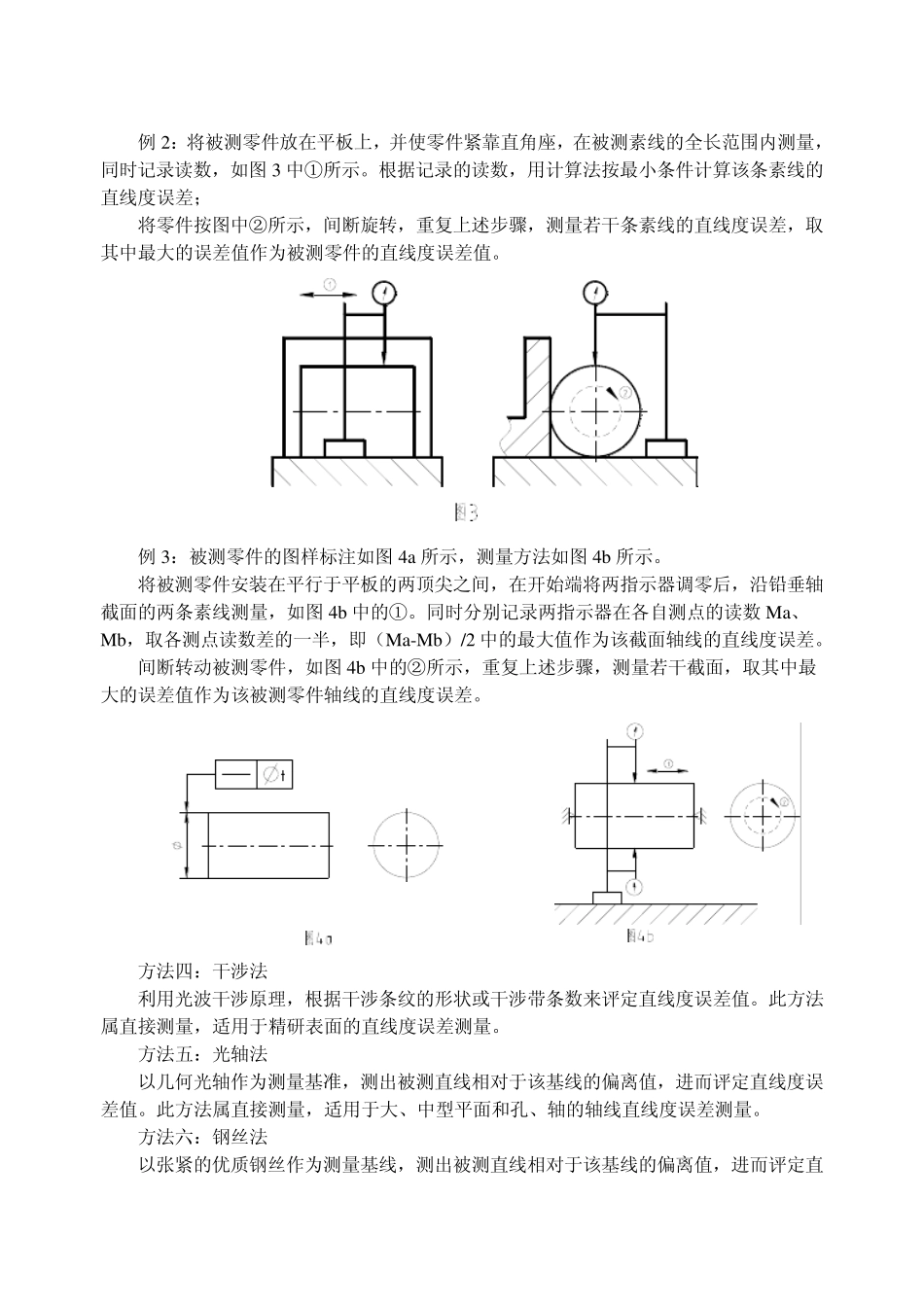
由于平尺的位置就是理想直线的位置,因此,测量时,应将平尺的位置放置符合最小条件,使平尺与被测素线间的最大间隙为最小,其方法如下: ⑴若素线为两端高、中间低,即高-低-高时,如图2a 所示
平尺与两个高点相接触,则平尺与高点之间的间隙即为素线的直线度误差
⑵若素线为两端低、中间高,即低-高-低时,如图2b 所示
平尺与最高点接触,并且使平尺与最低点的间隙相等,即 f1=f2,此间隙就是素线的直线度误差
方法二:垫塞法 用量块或塞尺测量被测直线和测量基线之间的间隙,直接评定直线度误差值
此方法属直接测量,适用于低精度被测零件的直线度误差测量
方法三:指示器法(测微法) 用带指示器的测量装置测出被测直线相对于测量基线的偏离值,进而评定直线度误差值
此方法属直接测量,适用于中、小平面及圆柱、圆锥面素线或轴线等直线度误差测量
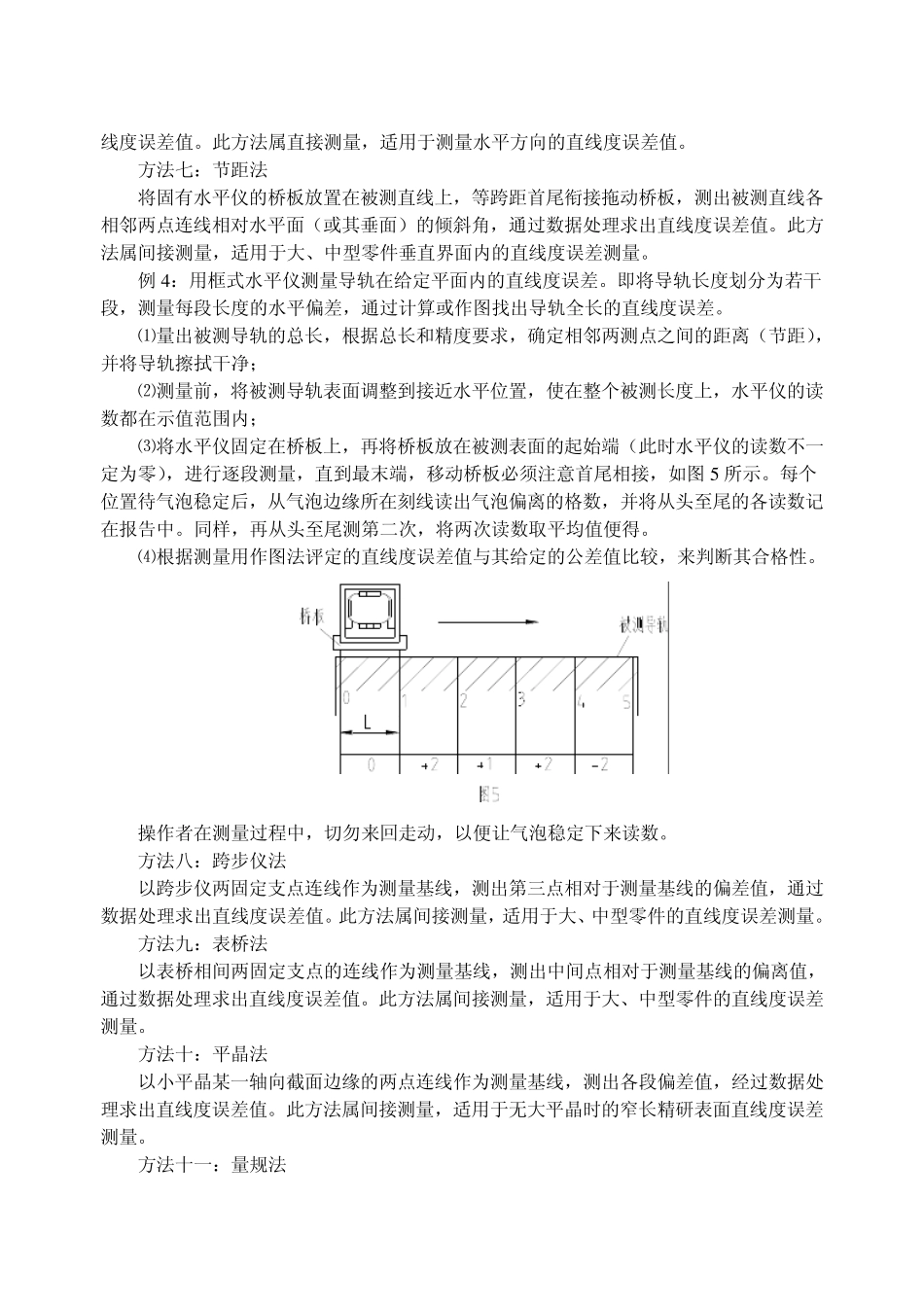
例2:将被测零件放在平板上,并使零件紧靠直角座,在被测素线的全长范围内测量,同时记录读数,如图3 中①所示
根据记录的读数,用计算法按最小条件计算该条素线的直线度误差; 将零件按图中②所示,间断旋转,重复上述步骤,测量若干条素线的直线度误差,取其中最大的误差值作为被测零件的直线度误差值
例3:被测零件的图样标注如图4a 所示,测量方法如图4b 所示
将被测零件安