热镀锌线TAYLOR 焊机机械维护 1 前言 我厂热基镀锌线是以热轧薄板为主要原料,生产镀锌板的生产线
年生产规模为热镀锌板卷30万t
0mm,宽度850~1650mm,对焊机的设备性能要求较高
而生产线引进的美国TAYLOR-WINFIELD公司MEDWELD 760型焊机,由于设计原因造成焊接厚规格时,显现出焊接能力不足,在生产2
5mm以上规格带钢时经常出现搭接不上、焊接短路、焊缝开裂等多种故障使生产线被迫停车,造成大量停车废品
如果焊机的夹持板等部位维护不到位,会造成或加剧上述现象,这就需要对焊机进行精心维护, 下面就从焊机的主要执行部件、运行装置、润滑和维护周期等几方面进行总结
2、TAYLOR MEDWELD 760型焊机的焊接原理 1
1搭接焊机的焊接原理 窄搭接电阻焊机的焊接原理是将两块材料(带钢)搭接,通以适当电流,在材料自身的电阻、材料间及材料与电极间接触部分的集中电阻上产生热量,并在压力作用下产生塑性变形和再结晶而焊接起来
根据焦耳定律,焊接接头产生的热量用公式(1)表示如下: Q=0
24I2Rt=0
24UIt (1) 式中 式中: Q为热量; I为电流; R为焊接区电阻; U为电极间电压; t为通电时间
从式中看出,发热量与焊接电流、通电时间及接触区电阻有关,当对某种材质、规格的带钢进行焊接时,通过控制电流、通电时间(t=l/V,当焊接断面长度l一定时,通过改变焊接速度V来控制通电时间)及焊轮焊接压力,就可以将带头、带尾很好地焊接在一起
其中电流和时间是外因,而电阻是内因
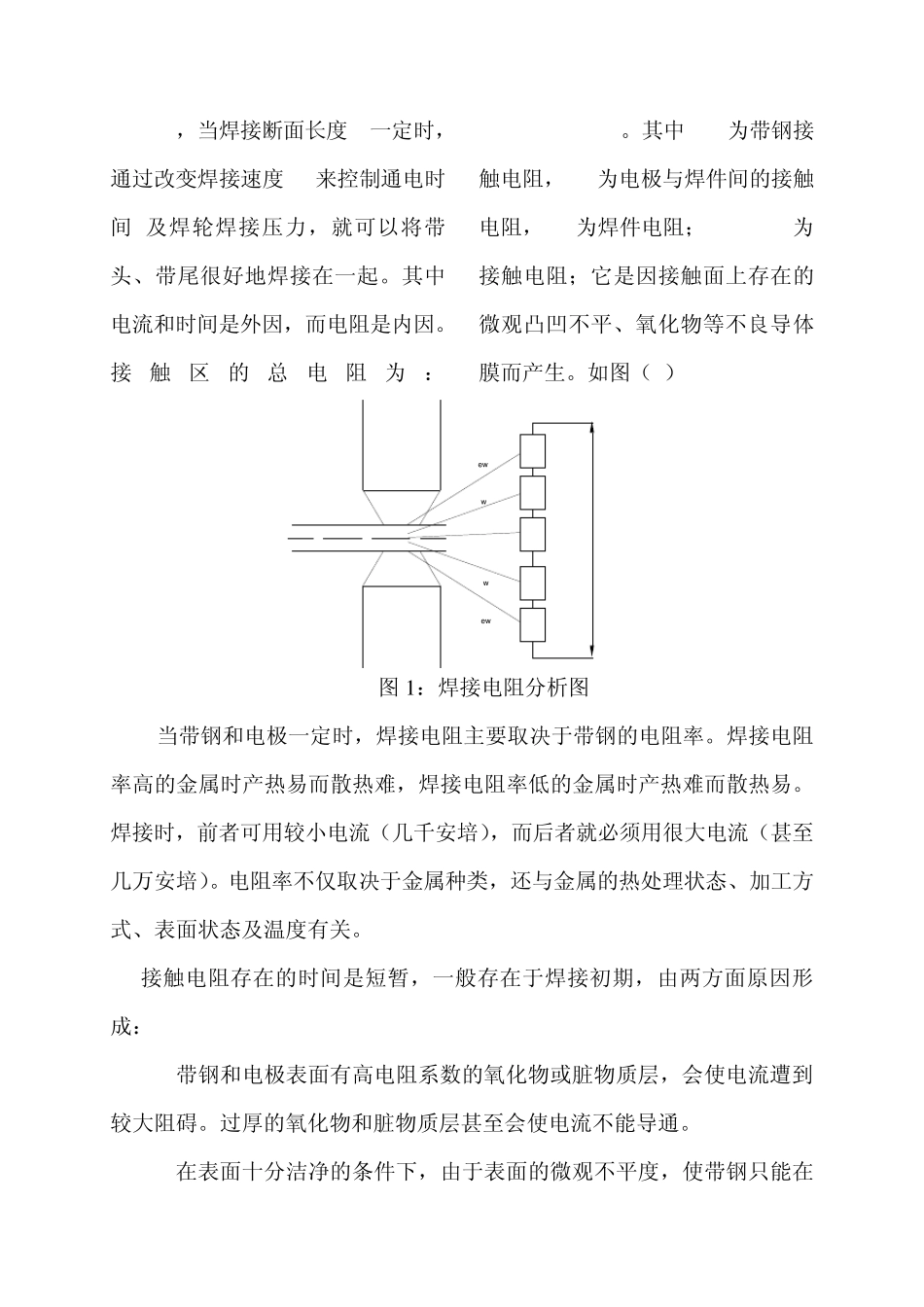
接触区 的 总电阻 为:R=Rc+2Rew+2Rw
其中 Rc为带钢接触电阻,Rew为电极与焊件间的接触电阻,Rw为焊件电阻;Rc+2Rew为接触电阻;它是因接触面上存在的微观凸凹不平、氧化物等不良导体膜而产生
如图(1) RewRwRcRewRwR 图