手工钨极氩弧焊接工艺指导书 手工钨极氩弧焊接工艺指导书氩弧焊是用氩气作保护气体的气体保护电弧焊,焊接时从焊枪喷嘴连续喷出保护气体氩气,以排除焊接区的空气,保护电极和溶池不受大气有害气体的危害
㈠手工钨极氩弧焊工艺参数 钨极氩弧焊是以高熔点钨棒做为电极,利用氩气层流保护下的钨极与工件间放电的电弧加热焊丝及母材进行焊接
由于电弧具有良好的稳定性,即使在20~30A的低电流下电弧还可稳定地燃烧
手工钨极氩弧焊工艺参数主要有焊接电流、电弧电压、钨极直径、氩气流量、焊丝直径、喷嘴直径、钨极伸出长度、焊接速度等
焊接电流 电流过大容易产生烧穿或焊缝下陷、咬边等缺陷,还会引起钨极烧损或产生夹钨缺陷;电流过小,电弧燃烧不稳定甚至发生偏吹
电弧电压 钨极端部越尖,电压越高
过高影响气体保护效果,也会使焊缝氧化或产生焊透不匀等缺陷
应在保证良好视线的前提下短弧操作
通常电弧电压的选用范围是10~20V
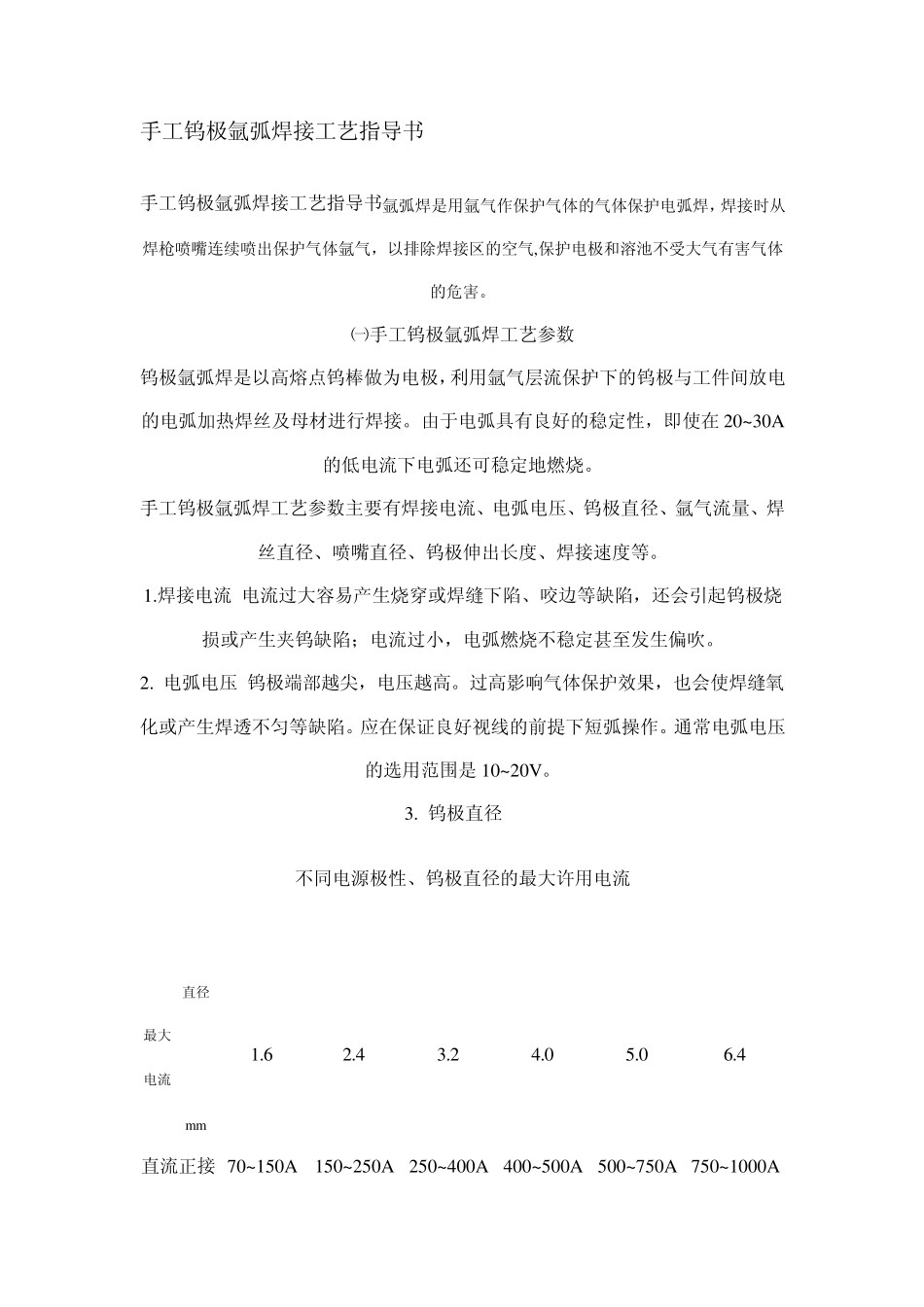
钨极直径 不同电源极性、钨极直径的最大许用电流 最大电流 直径 mm 1
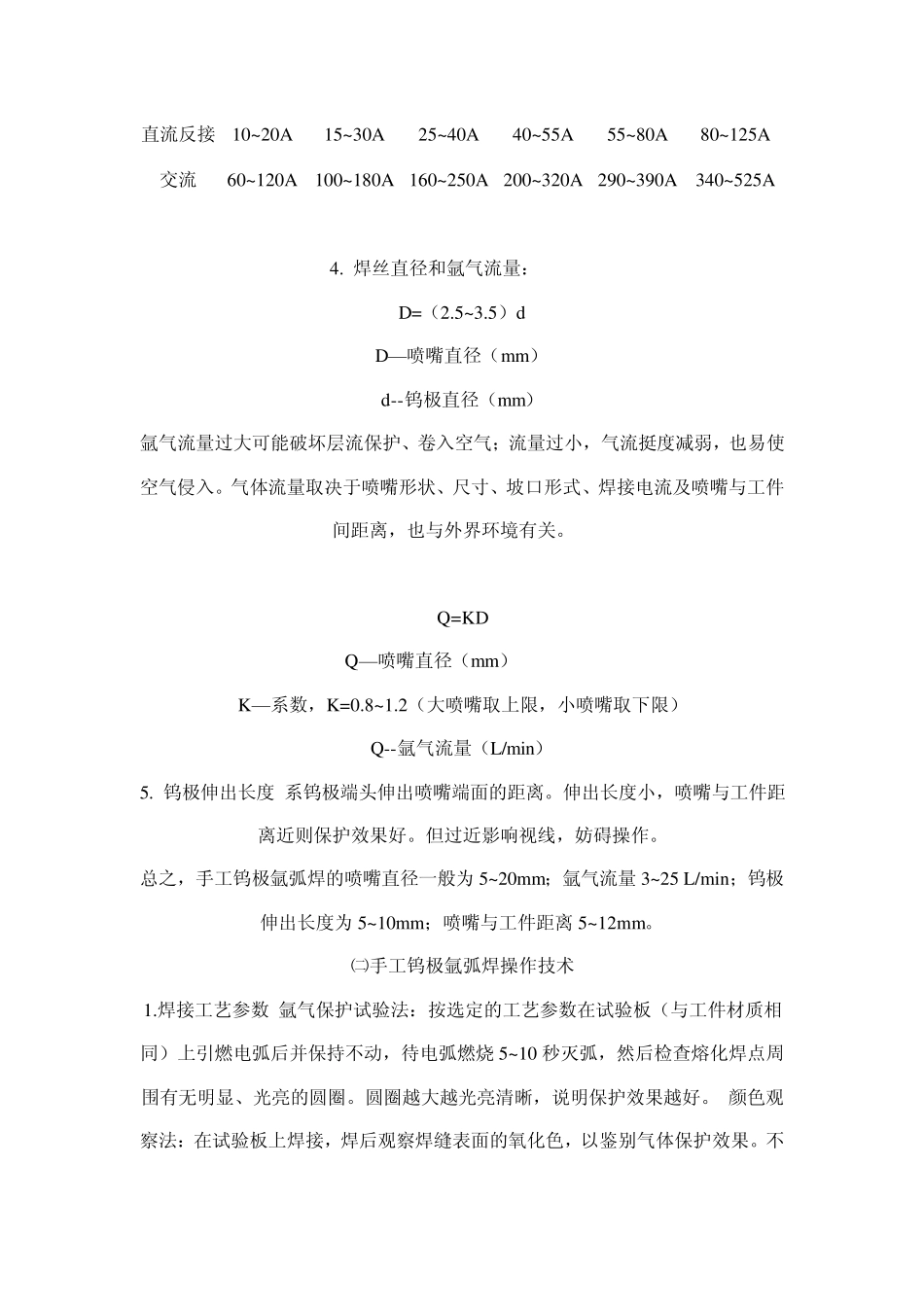
4 直流正接 70~150A 150~250A 250~400A 400~500A 500~750A 750~1000A 直流反接 10~20A 15~30A 25~40A 40~55A 55~80A 80~125A 交流 60~120A 100~180A 160~250A 200~320A 290~390A 340~525A 4
焊丝直径和氩气流量: D=(2
5)d D—喷嘴直径(mm) d--钨极直径(mm) 氩气流量过大可能破坏层流保护、卷入空气;流量过小,气流挺度减弱,也易使空气侵入
气体流量取决于喷嘴形状、尺寸、坡口形式、焊接电流及喷嘴与工件间距离,也与外界环境有关
Q=KD Q—喷嘴直径(mm) K—系数,K=0