型 号D500标准工时 10/S产 量180/H工序号1工程名称数 量数 量1111步 骤1234如有疑问请及时通知工程人员 制定:陈才伟 校对: 核准:1:主板轻拿轻放;2:戴好防静电手腕带与指套
做好自检和互检工作
取主板于工作台面,检查主板各大部件有无掉件、短路、虚焊、损件等不良现象;取无尘布粘适量酒精将主板按键位置金手指擦干净
取DOME片如图所示将其左右两边的拉手对折,再将其贴于主板按键位置
确定DOME片的四个定位孔与主板的四个圆点对其后,将组件流入下一个工序(主板正面朝上)
DOME片酒精作 业 内 容作 业 图 示注意事项作 业 指 导 书文件编号:D500-1 制定日期:2013-03-01版本:A 工序页数:第1页 ;共18页贴DOME片作 业物 料物 料 名 称仪 器设 备辅 料 名 称主板无尘布型 号D500标准工时8/S产 量180/H工序号2工程名称数 量数 量111步骤12341:主板轻拿轻放;2:戴好防静电手腕带
3:做好自 检和互检工作
4:注意正 负极之分5:焊点不 能有拉尖和连锡现象
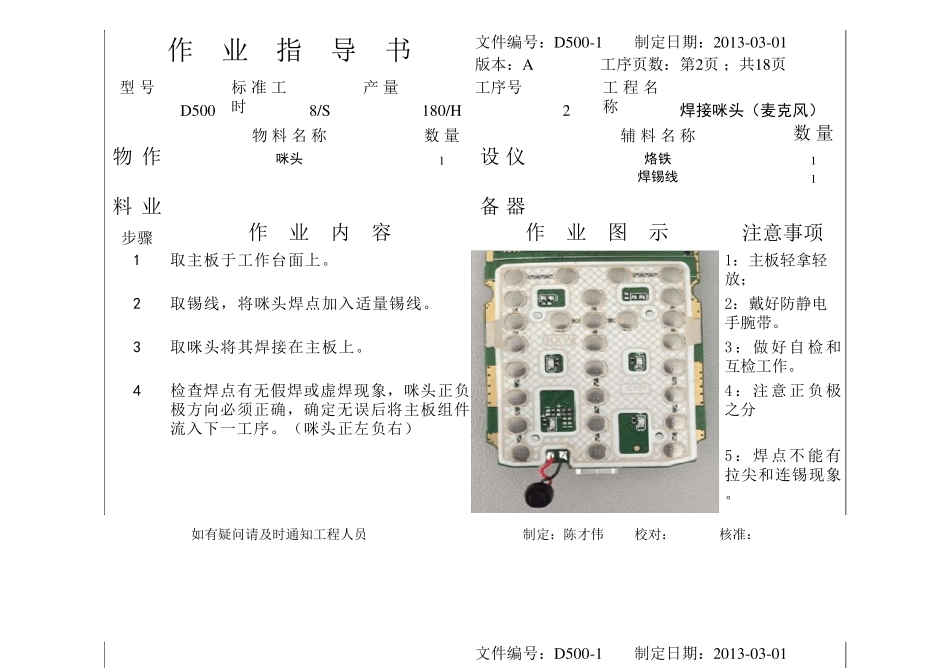
取主板于工作台面上
取锡线,将咪头焊点加入适量锡线
取咪头将其焊接在主板上
焊锡线检查焊点有无假焊或虚焊现象,咪头正负极方向必须正确,确定无误后将主板组件流入下一工序
(咪头正左负右)作 业 内 容作 业 图 示注意事项作 业 指 导 书文件编号:D500-1 制定日期:2013-03-01版本:A 工序页数:第2页 ;共18页焊接咪头(麦克风)作 业物 料物 料 名 称仪 器设 备辅 料 名 称咪头烙铁文件编号:D500-1 制定日期:2013-03-01如有疑问请及时通知工程人员 制定:陈才伟 校对: 核准:型 号D500标准工时 20/S产 量125/H工序号3工程名称数 量数 量211步 骤12346
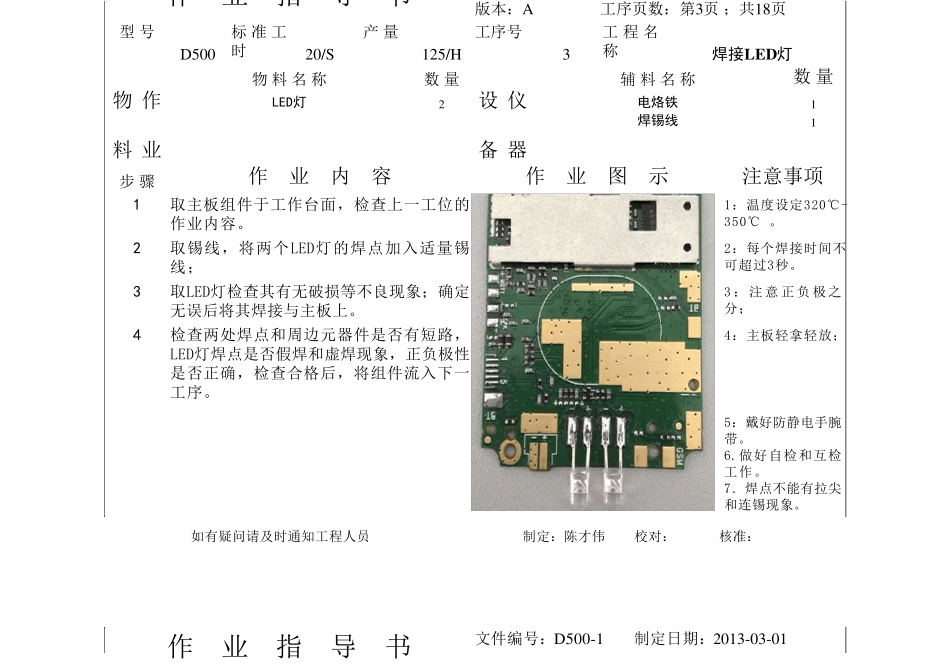
做好自检和互检工作
焊点不能有拉尖和