精品文档---下载后可任意编辑钢筋混凝土排水管生产工艺本规程采纳悬滚工艺成型承插口排水管的生产工艺步骤,并提出操作中关键过程的考前须知
本规程未涉及的内容执行 GB/T11836--2024
混凝土和钢筋混凝土排水管
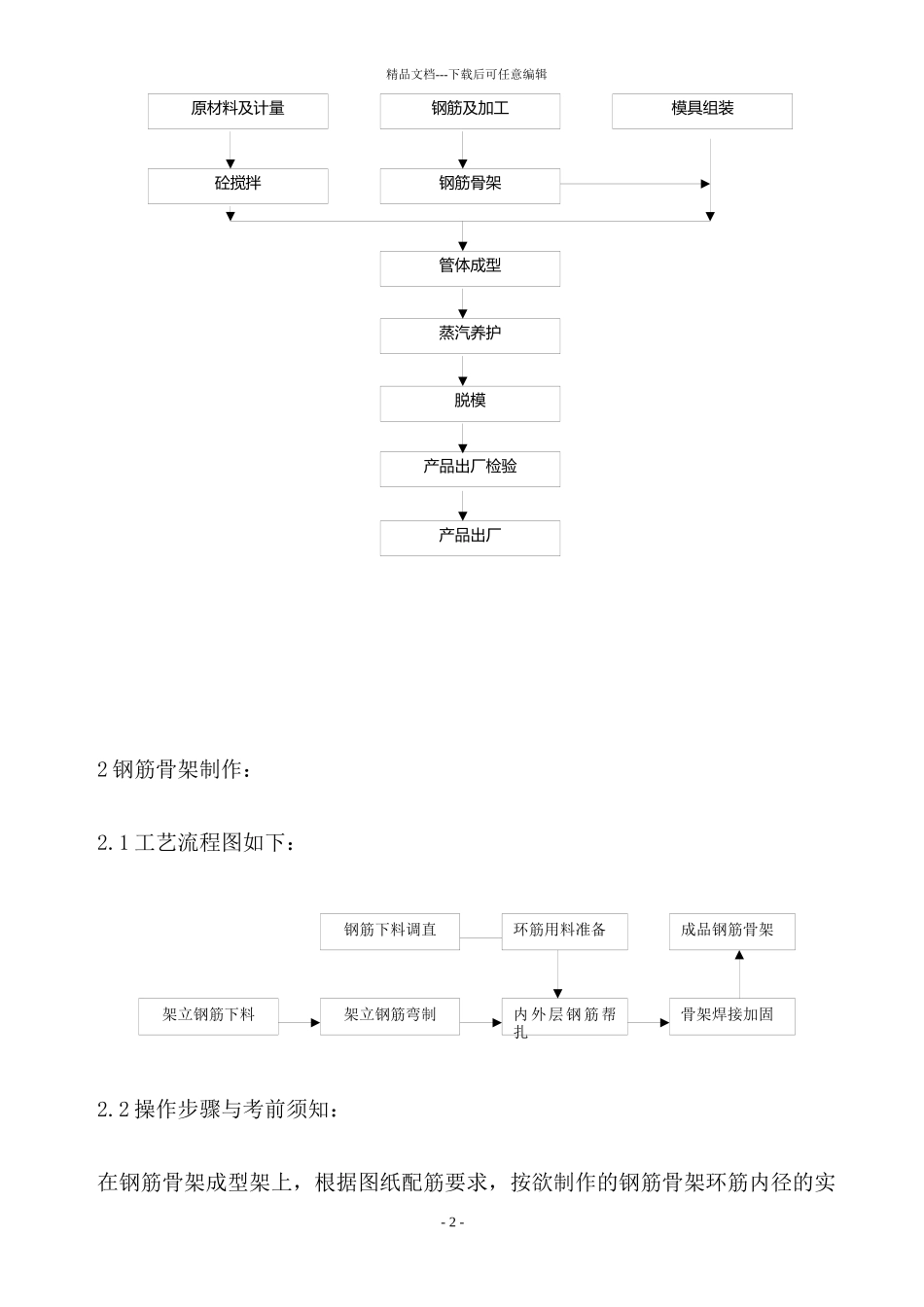
1 工艺流程:主要生产设备包括:悬滚机、混凝土搅拌机和混凝土输送设备、二片拼装外模、铸钢插口顶圈、钢筋骨架成型架、滚焊机以及起吊管子专用吊具,、蒸养设施等
生产工艺流程如下:- 1 -原材料及计量砼搅拌钢筋及加工模具组装钢筋骨架管体成型蒸汽养护脱模产品出厂检验产品出厂架立钢筋下料架立钢筋弯制内外层钢筋帮扎骨架焊接加固成品钢筋骨架环筋用料准备钢筋下料调直精品文档---下载后可任意编辑2 钢筋骨架制作:2
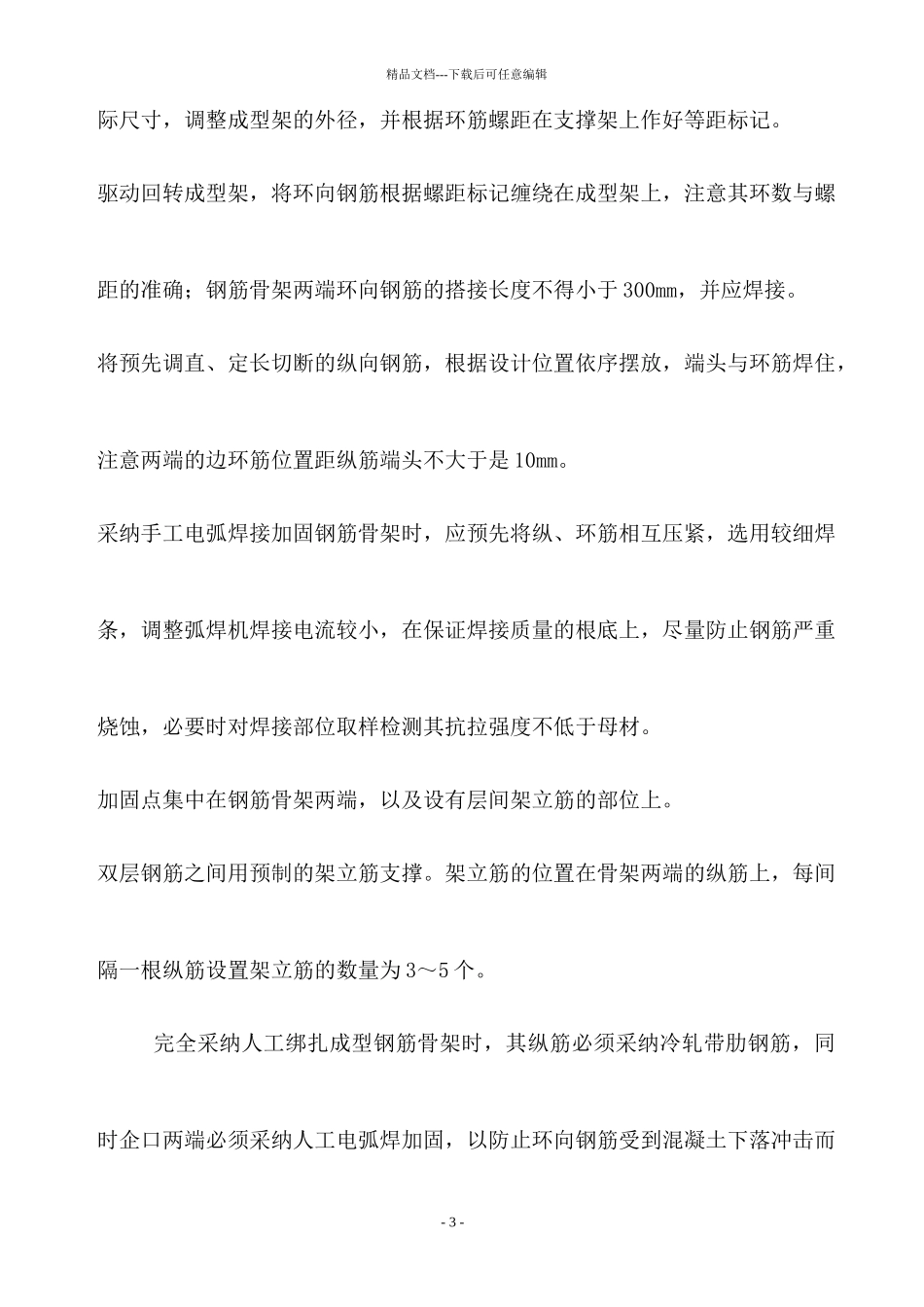
1 工艺流程图如下:2
2 操作步骤与考前须知:在钢筋骨架成型架上,根据图纸配筋要求,按欲制作的钢筋骨架环筋内径的实- 2 -精品文档---下载后可任意编辑际尺寸,调整成型架的外径,并根据环筋螺距在支撑架上作好等距标记
驱动回转成型架,将环向钢筋根据螺距标记缠绕在成型架上,注意其环数与螺距的准确;钢筋骨架两端环向钢筋的搭接长度不得小于 300mm,并应焊接
将预先调直、定长切断的纵向钢筋,根据设计位置依序摆放,端头与环筋焊住,注意两端的边环筋位置距纵筋端头不大于是 10mm
采纳手工电弧焊接加固钢筋骨架时,应预先将纵、环筋相互压紧,选用较细焊条,调整弧焊机焊接电流较小,在保证焊接质量的根底上,尽量防止钢筋严重烧蚀,必要时对焊接部位取样检测其抗拉强度不低于母材
加固点集中在钢筋骨架两端,以及设有层间架立筋的部位上
双层钢筋之间用预制的架立筋支撑
架立筋的位置在骨架两端的纵筋上,每间隔一根纵筋设置架立筋的数量为 3~5 个
完全采纳人工绑扎成型钢筋骨架时,其纵筋必须采纳冷轧带肋钢筋,同时企口两端必须采纳人工电弧焊加固,以防止环向钢筋受到混凝土下落冲击而-