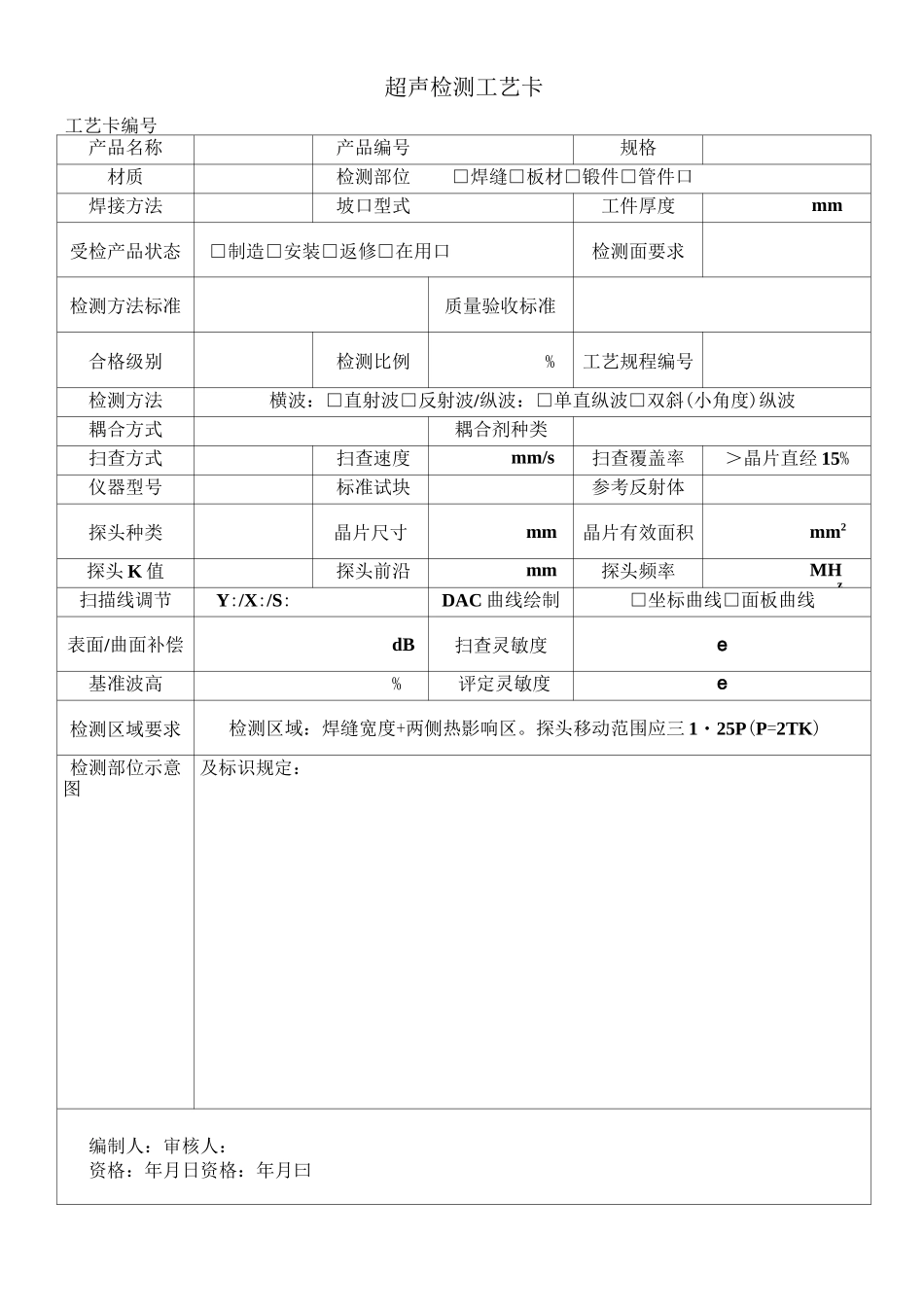
超声检测工艺卡工艺卡编号产品名称产品编号规格材质检测部位□焊缝□板材□锻件□管件口焊接方法坡口型式工件厚度mm受检产品状态□制造□安装□返修□在用口检测面要求检测方法标准质量验收标准合格级别检测比例%工艺规程编号检测方法横波:□直射波□反射波/纵波:□单直纵波□双斜(小角度)纵波耦合方式耦合剂种类扫查方式扫查速度mm/s扫查覆盖率>晶片直经 15%仪器型号标准试块参考反射体探头种类晶片尺寸mm晶片有效面积mm2探头 K 值探头前沿mm探头频率MHz扫描线调节Y:/X:/S:DAC 曲线绘制□坐标曲线□面板曲线表面/曲面补偿dB扫查灵敏度e基准波高%评定灵敏度e检测区域要求检测区域:焊缝宽度+两侧热影响区
探头移动范围应三 1・25P(P=2TK)检测部位示意图及标识规定:编制人:审核人:资格:年月日资格:年月曰注:编制等栏填写资格证书级别或职务,不要写名字
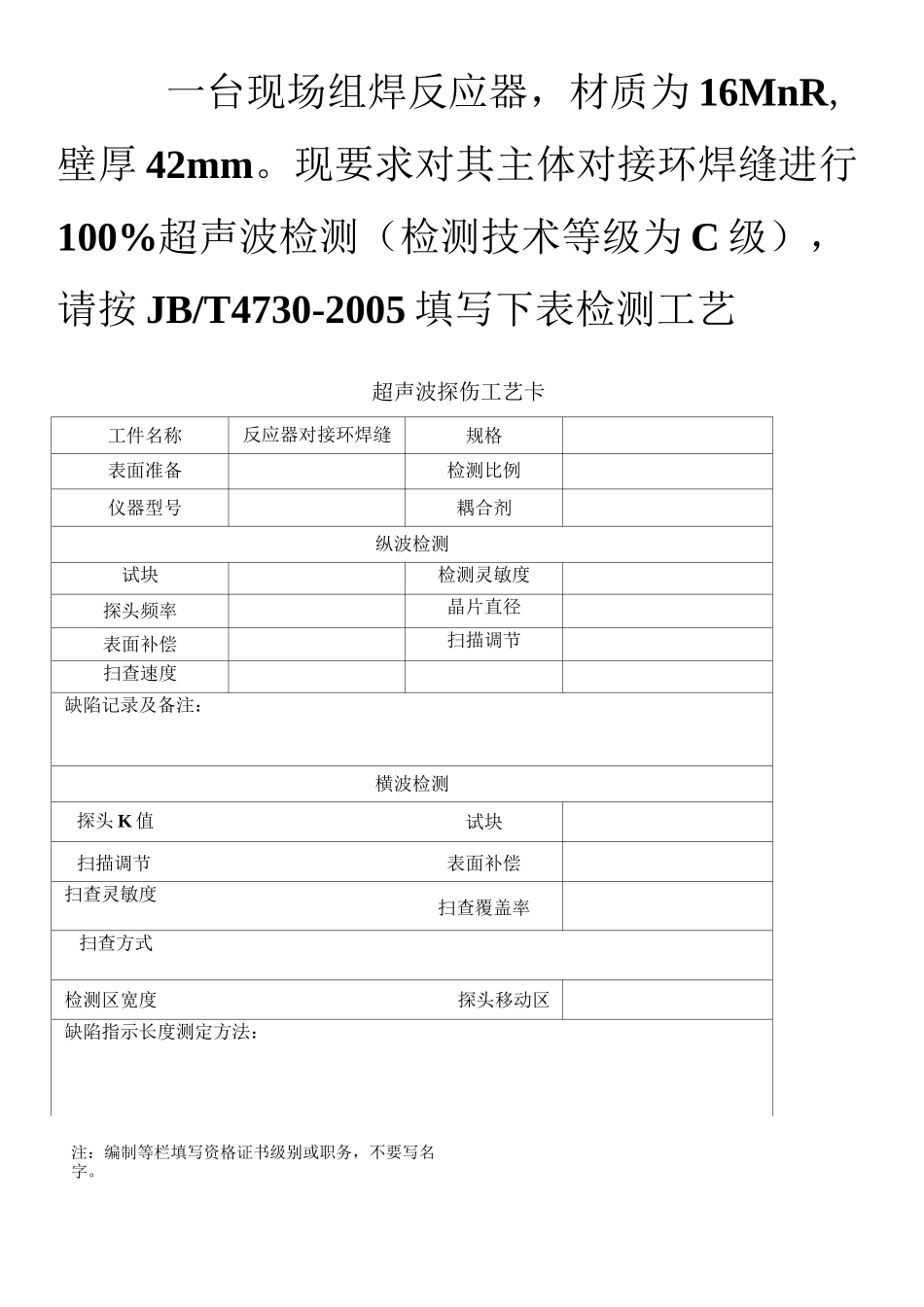
一台现场组焊反应器,材质为 16MnR,壁厚 42mm
现要求对其主体对接环焊缝进行100%超声波检测(检测技术等级为 C 级),请按 JB/T4730-2005 填写下表检测工艺超声波探伤工艺卡工件名称反应器对接环焊缝规格表面准备检测比例仪器型号耦合剂纵波检测试块检测灵敏度探头频率晶片直径表面补偿扫描调节扫查速度缺陷记录及备注:横波检测探头 K 值试块扫描调节表面补偿扫查灵敏度扫查覆盖率扫查方式检测区宽度探头移动区缺陷指示长度测定方法:注:编制等栏填写资格证书级别或职务,不要写名字
编制审核批准超声波探伤工艺卡工件名称反应器对接环焊缝规格42mm材质16MnR检测时机焊后 24 小时表面准备焊缝磨平并露出金属光泽检测比例100%仪器型号CTS-22A 等耦合剂机油或化学浆糊纵波检测试块母材大平底检测灵敏度无缺陷处第一次底波调节为荧光屏满刻度的50%探头频率2-5MHz晶片直径10-25mm表面补偿0dB扫描调节深度 1