1 拉深模设计实例——保护筒拉深模的设计 5
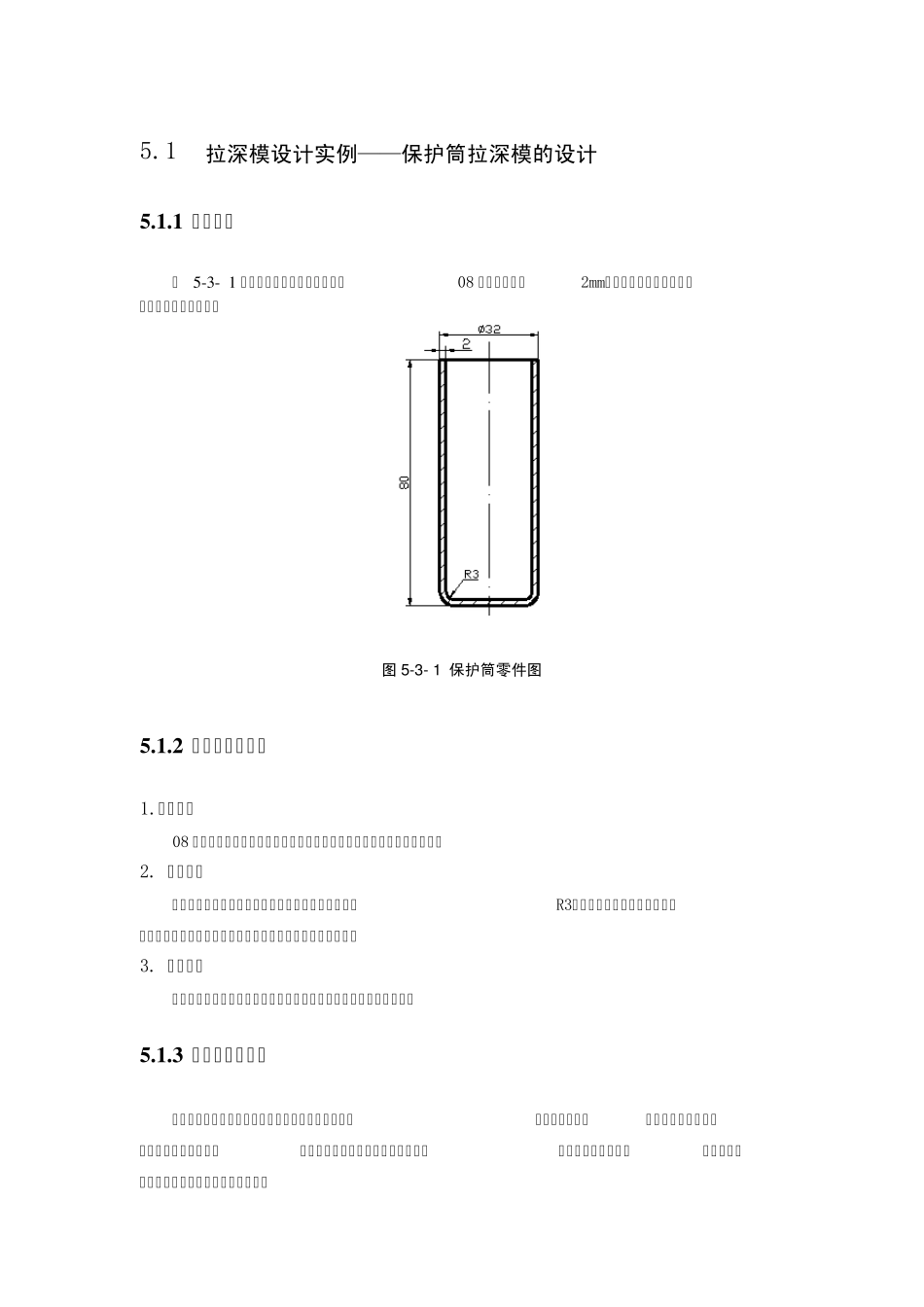
1 设计任务 图 5 -3 - 1 所示是一金属保护筒,材料为08 钢,材料厚度2mm,大批量生产
要求设计该保护筒的冲压模具
图 5 -3 - 1 保护筒零件图 5
2 零件工艺性分析 1
材料分析 08 钢为优质碳素结构钢,属于深拉深级别钢,具有良好的拉深成形性能
结构分析 零件为一无凸缘筒形件,结构简单,底部圆角半径为R3,满足筒形拉深件底部圆角半径大于一倍料厚的要求,因此,零件具有良好的结构工艺性
精度分析 零件上尺寸均为未注公差尺寸,普通拉深即可达到零件的精度要求
3 工艺方案的确定 零件的生产包括落料、拉深(需计算确定拉深次数)、切边等工序,为了提高生产效率,可以考虑工序的复合,本例中采用落料与第一次拉深复合,经多次拉深成形后,由机械加工方法切边保证零件高度的生产工艺
4 零件工艺计算 1
拉深工艺计算 零件的材料厚度为2mm,所以所有计算以中径为准
( 1)确定零件修边余量 零件的相对高度63
230180dh, 经查得修边余量mmh6, 所以,修正后拉深件的总高应为79+6=85mm
( 2)确定坯料尺寸D 由无凸缘筒形拉深件坯料尺寸计算公式得 m m105m m456
043072
1853043056
142222rdrdhdD ( 3)判断是否采用压边圈 零件的相对厚度9
11001052100Dt, 经查压边圈为可用可不用的范围,为了保证零件质量,减少拉深次数,决定采用压边圈
( 4)确定拉深次数 查得零件的各次极限拉深系数分别为[ m1]=0
5, [ m2]=0
75, [ m3]=0
78, [ m4]=0
所以,每次拉深后筒形件的直径分别为 m m5
52m m1055