挤塑工段培训资料 模具的设计及选配 配模是否合理,直接影响挤塑的质量和产量,故配模是重要操作技能之一
由于塑料熔体离模后的变化,使得挤出线径并不等于模套的孔径,一方面由于牵引、冷却使制品挤包层截面收缩,外径减少;另一方面又由于离模后压力降至零,塑料弹性回复而胀大,离模后塑料层的形状尺寸的变化与物料性质、挤出温度及模具尺寸和挤出压力有关
模具的具体尺寸是由制品的规格和挤塑工艺参数决定的,选配好适当的模具,是生产高质量、低消耗产品的关键
模具的设计 1
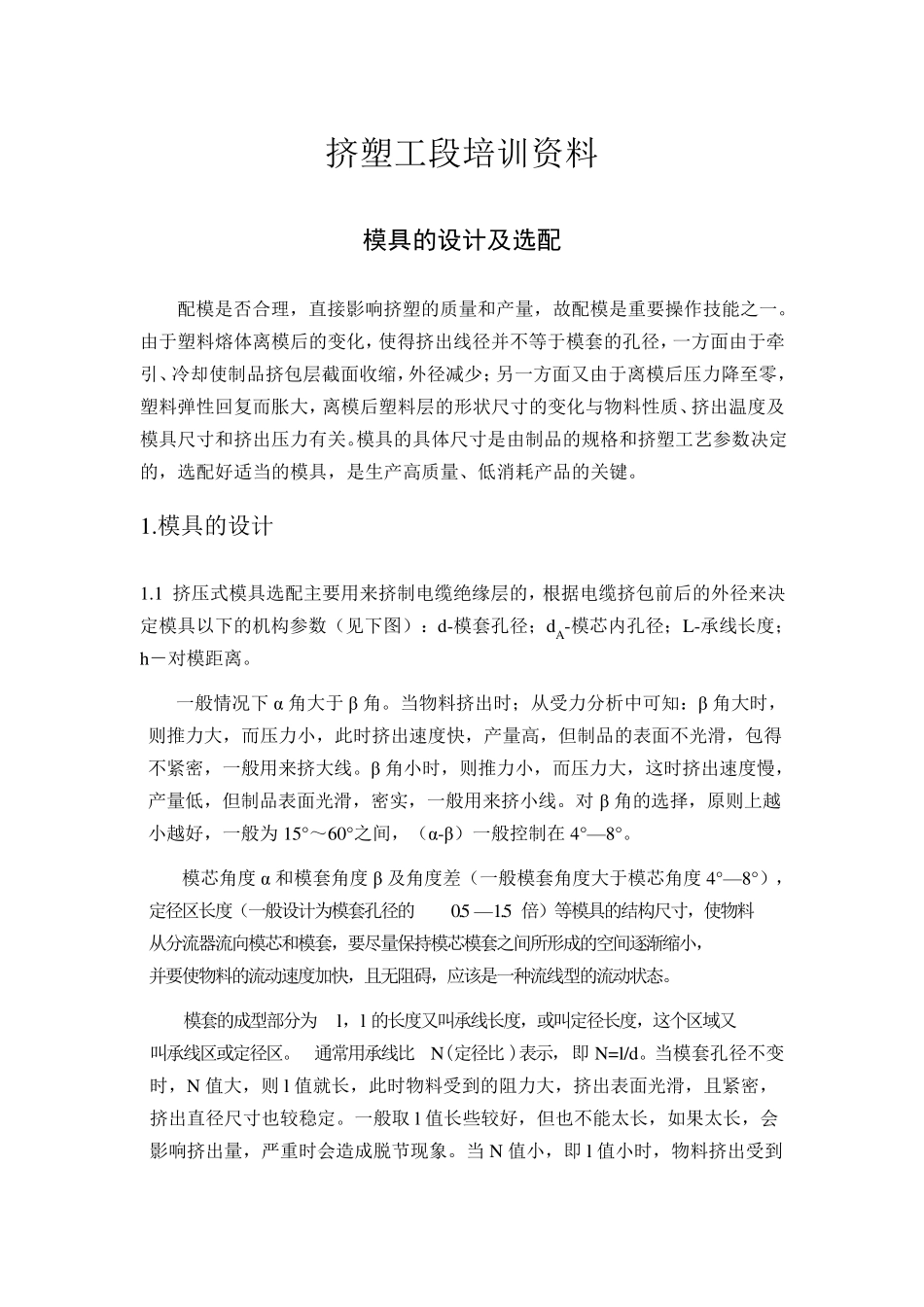
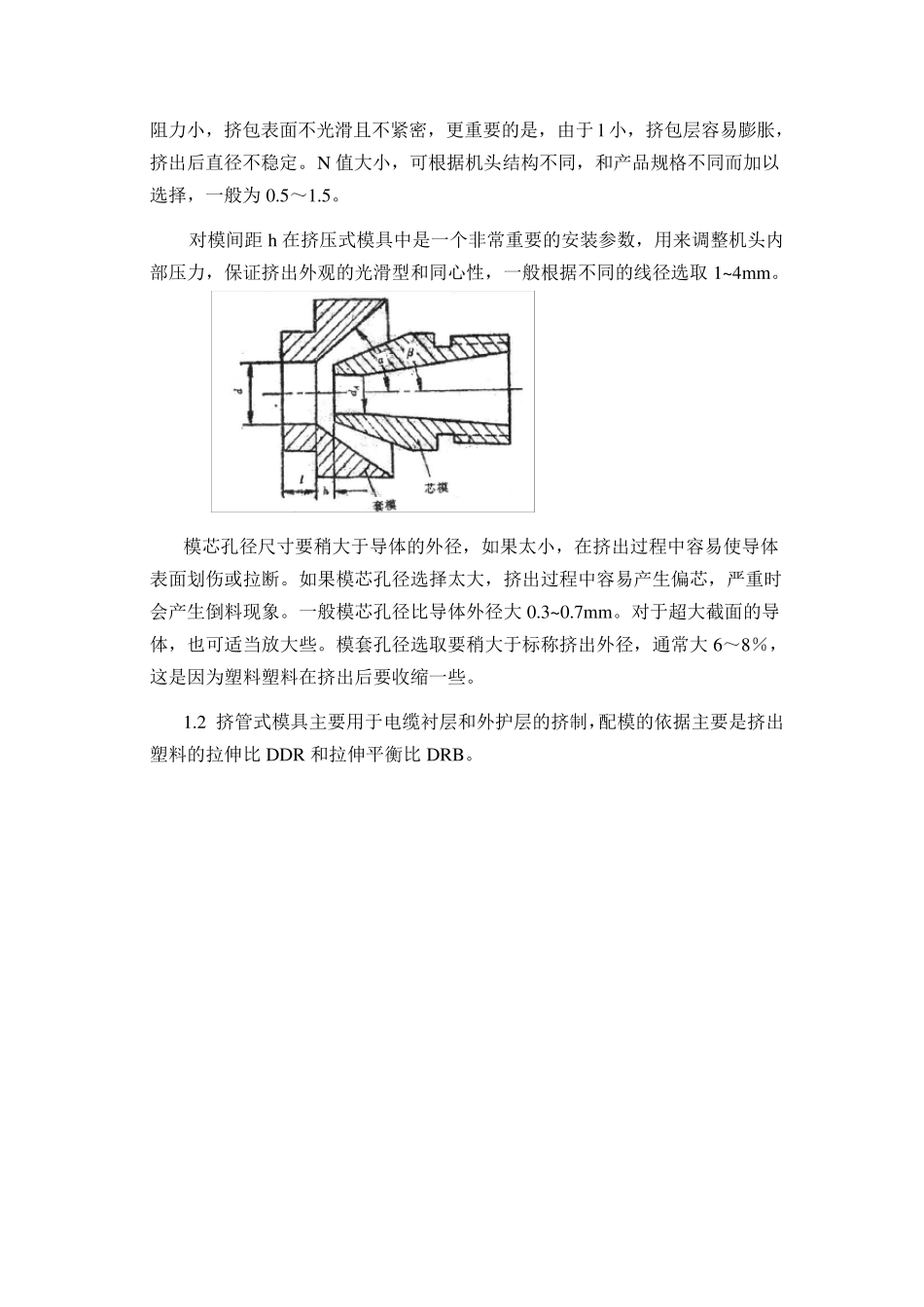
1 挤压式模具选配主要用来挤制电缆绝缘层的,根据电缆挤包前后的外径来决定模具以下的机构参数(见下图):d-模套孔径;dA-模芯内孔径;L-承线长度;h-对模距离
一般情况下 α 角大于β 角
当物料挤出时;从受力分析中可知:β 角大时,则推力大,而压力小,此时挤出速度快,产量高,但制品的表面不光滑,包得不紧密,一般用来挤大线
β 角小时,则推力小,而压力大,这时挤出速度慢,产量低,但制品表面光滑,密实,一般用来挤小线
对 β 角的选择,原则上越小越好,一般为 15°~60°之间,(α-β)一般控制在 4°— 8°
模芯角度 α 和模套角度 β 及角度差(一般模套角度大于模芯角度 4°— 8°),定径区长度(一般设计为模套孔径的0
5 倍)等模具的结构尺寸,使物料从分流器流向模芯和模套,要尽量保持模芯模套之间所形成的空间逐渐缩小,并要使物料的流动速度加快,且无阻碍,应该是一种流线型的流动状态
模套的成型部分为l,l 的长度又叫承线长度,或叫定径长度,这个区域又叫承线区或定径区
通常用承线比N(定径比 )表示,即 N=l/d
当模套孔径不变时,N 值大,则 l 值就长,此时物料受到的阻力大,挤出表面光滑,且紧密,挤出直径尺寸也较稳定
一般取 l 值长些较好,但也不能太长,如果太长,会影响挤出量,严重时会造成脱