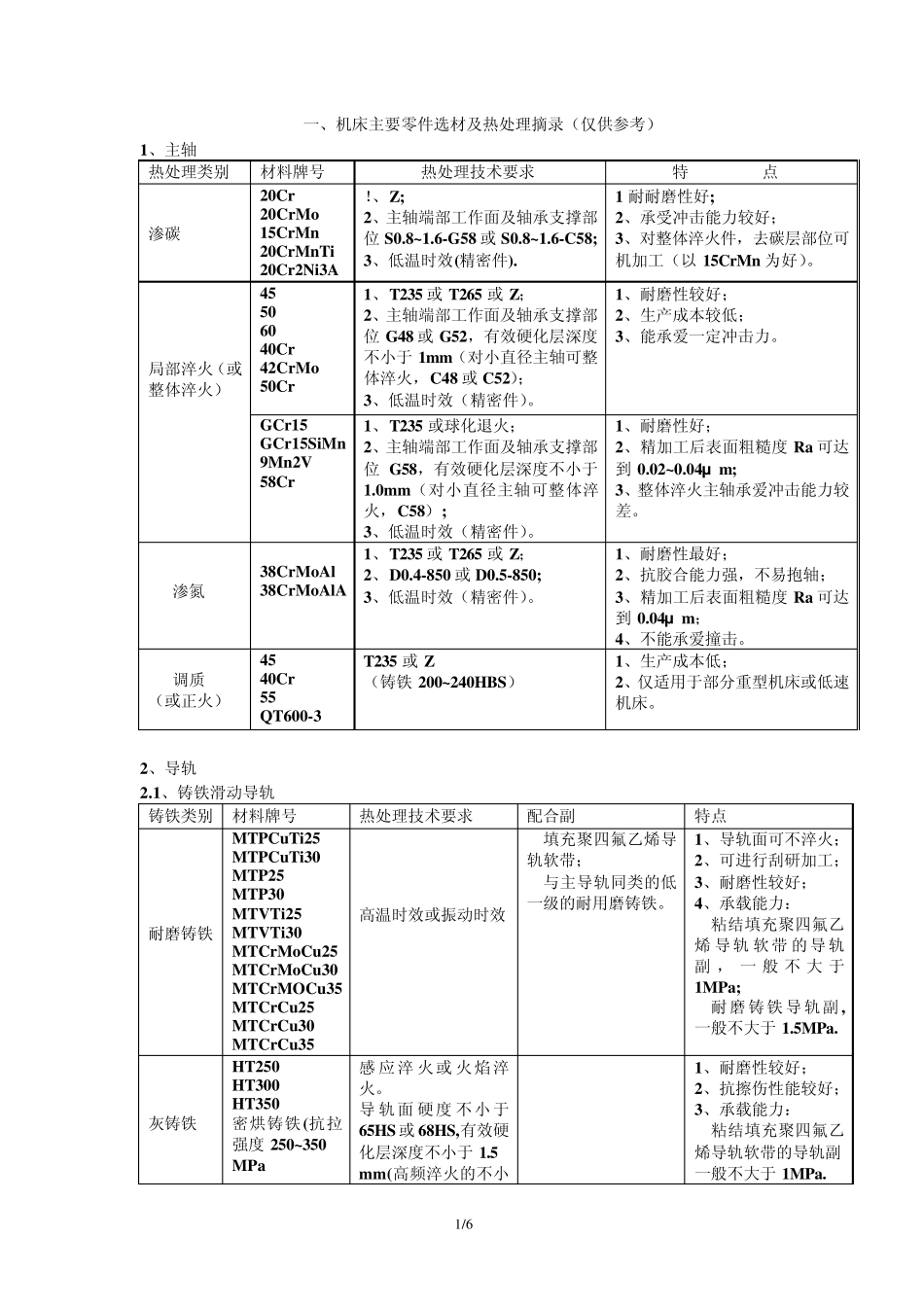
1 /6 一、机床主要零件选材及热处理摘录(仅供参考) 1、主轴 热处理类别 材料牌号 热处理技术要求 特 点 渗碳 20Cr 20CrMo 15CrMn 20CrMnTi 20Cr2Ni3A
、Z; 2、主轴端部工作面及轴承支撑部位 S0
6-G58 或 S0
6-C58; 3、低温时效(精密件)
1 耐耐磨性好; 2、承受冲击能力较好; 3、对整体淬火件,去碳层部位可机加工(以 15CrMn 为好)
局部淬火(或 整体淬火) 45 50 60 40Cr 42CrMo 50Cr 1、T235 或 T265 或 Z; 2、主轴端部工作面及轴承支撑部位 G48 或 G52,有效硬化层深度不小于 1mm(对小直径主轴可整体淬火,C48 或 C52); 3、低温时效(精密件)
1、耐磨性较好; 2、生产成本较低; 3、能承爱一定冲击力
GCr15 GCr15SiMn 9Mn2V 58Cr 1、T235 或球化退火; 2、主轴端部工作面及轴承支撑部位 G58,有效硬化层深度不小于1
0mm(对小直径主轴可整体淬火,C58); 3、低温时效(精密件)
1、耐磨性好; 2、精加工后表面粗糙度 Ra 可达到 0
04μ m; 3、整体淬火主轴承爱冲击能力较差
渗氮 38CrMoAl 38CrMoAlA 1、T235 或 T265 或 Z; 2、D0
4-850 或 D0
5-850; 3、低温时效(精密件)
1、耐磨性最好; 2、抗胶合能力强,不易抱轴; 3、精加工后表面粗糙度 Ra 可达到 0
04μ m; 4、不能承爱撞击
调质 (或正火) 45 40Cr 55 QT600-3 T235 或 Z (铸铁 200~240HBS) 1、生产成本低; 2、仅适用于部分重型机床或低速机床
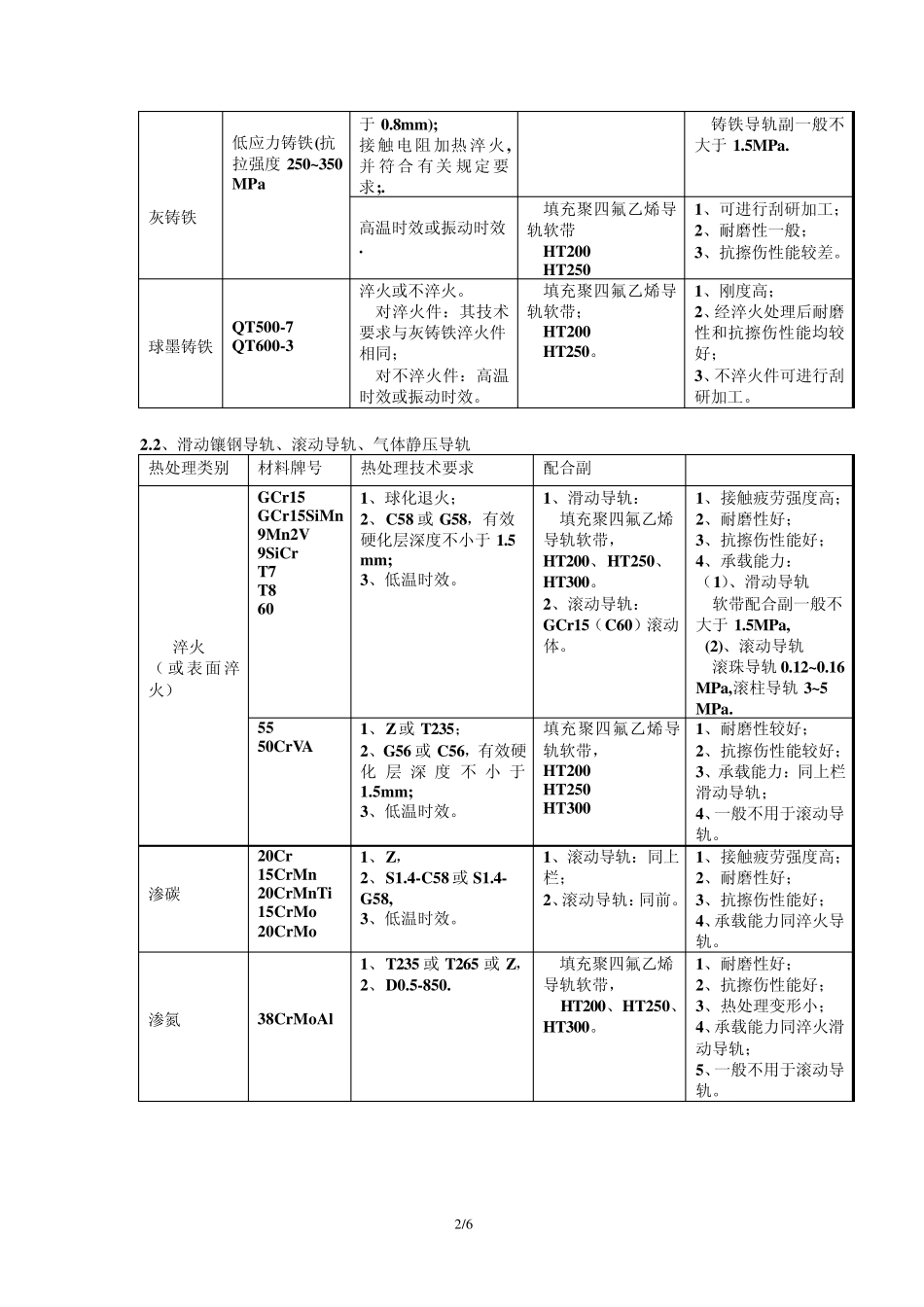
2、导轨 2
1、铸铁滑动导轨 铸铁类别 材料牌号 热处理