切削过程的三个变形区各有什么特点
它们之间有什么关联
答: 第一变形区:变形量最大
第二变形区:切屑形成后与前刀面之间存在压力,所以沿前刀面流出时有很大摩擦,所以切屑底层又一次塑性变形
第三变形区:已加工表面与后刀面的接触区域
这三个变形区汇集在切削刃附近,应力比较集中,而且复杂,金属的被切削层在此处于工件基体分离,变成切屑,一小部分留在加工表面上
2-7 车削时切削合力为什么常分解为三个相互垂直的分力来分析
分力作用是什么
答: 2-11背吃刀量和进给量对切削力和切削温度的影响是否是一样
如何指导生产实践
切削速度影响最大,进给量次之,背吃刀量最小
从他们的指数可以看出,指数越大影响越大
为了有效地控制切削温度以提高刀具寿命,在机床允许的条件下选用较大的背吃刀量和进给量,比选用打的切削速度更为有利
2-13 刀具的正常磨损过程可分为几个阶段
各阶段特点是什么
刀具的磨损应限制在哪一阶段
答:(1)初期磨损阶段 新刃磨的道具后刀面存在粗糙不平之处以及显微裂纹、氧化或脱碳层等,而且切削刃较锋利,后刀面与加工表面接触面积较小,应力较大,所以该阶段磨损较快
(2)正常磨损阶段 刀具毛糙表面已经磨平,这个阶段磨损比较缓慢均匀,后刀面磨损量随着切削时间延长而近似地称正比例增加,这一阶段时间较长
(3)急剧磨损阶段 刀具表面粗糙度值增大,切削力与切削温度均学苏升高,磨损速度增加很快,一直刀具损坏而失去切削能力
2-14 刀具磨钝标准是什么意思
他与哪些因素有关
答:刀具磨损到一定限度就不能继续使用,这个磨损限度称为磨钝标准 2-15 什么叫刀具寿命
刀具寿命和磨钝标准有什么关系
磨钝标准确定后,刀具寿命是否就确定了
答:一把新刀或重新刃磨过的刀具从开始使用直至达到磨钝标准所经历的实际切削时间叫做刀具寿命
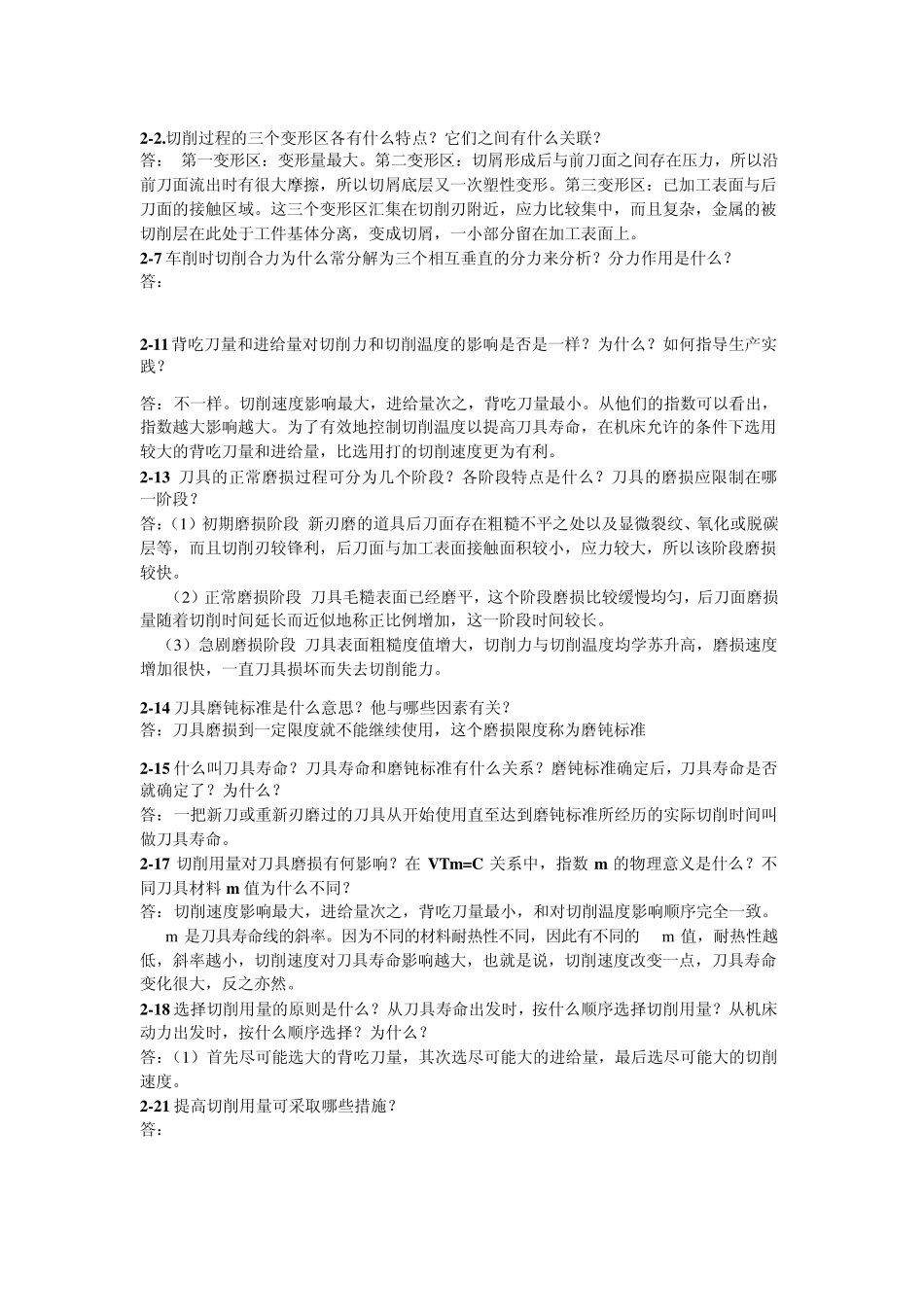
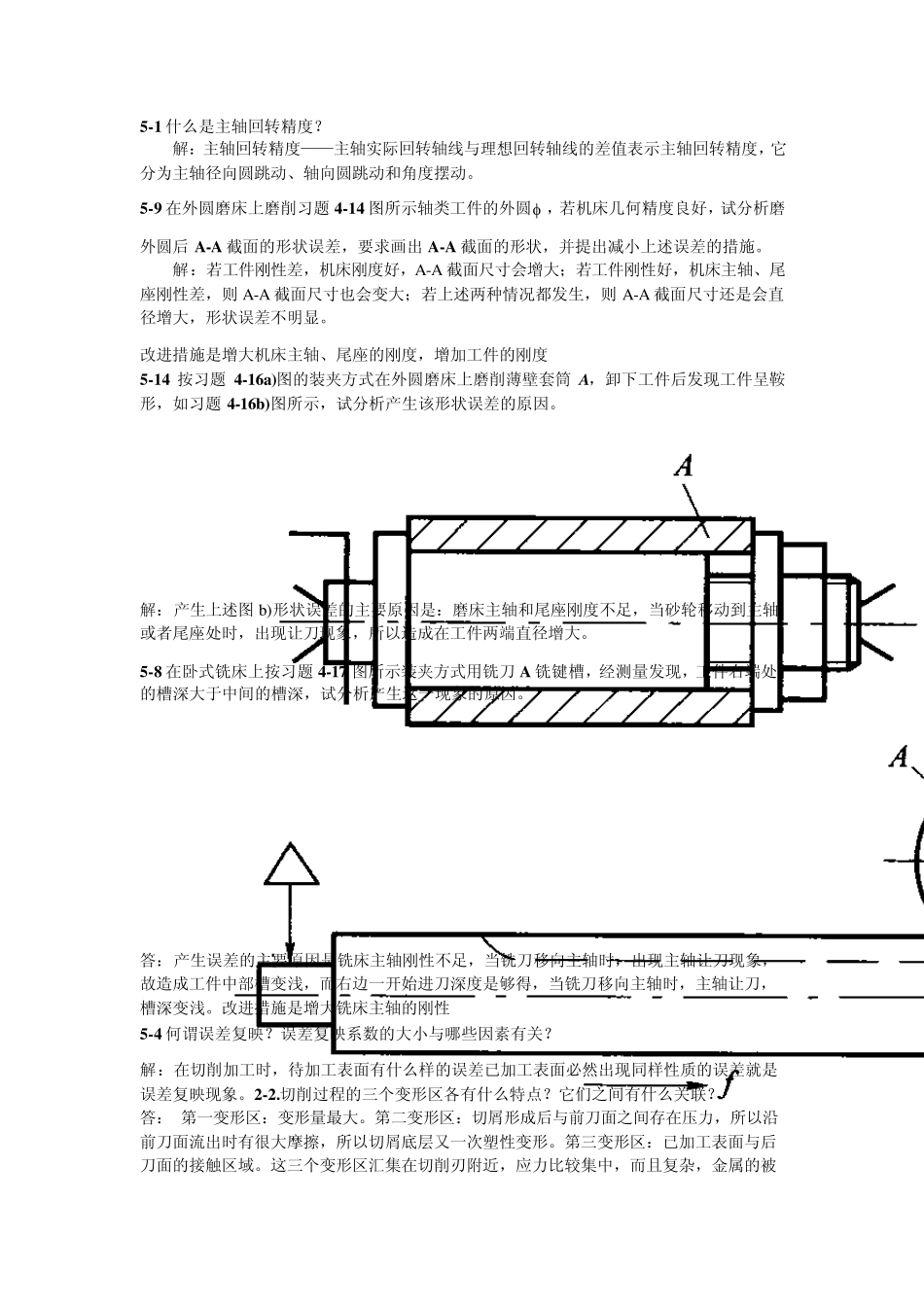
2-17 切削用量对刀