机械加工作业指导书 产品型号 CDC162 零(部)件代号 GDC162-01-02 作业序号 010 产品名称 压缩机 零(部)件名称 前缸体 作业名称 精车阀板面 第 1 页 文件编号 工程等级 S 材料牌号 同时加工工件数 切削液 工序工时 准终 单件 版本 1/0 日期 ADC12 1 工程标准 作过程指导: 1
接通电源开机运转 10 分钟,检查设备是否正常,否则报修; 2
装夹工件时,检查定位平面是否与夹具相接触,保证零件中心线垂直; 3
装夹工件进行试加工,应注意夹紧力的大小,以防工件被夹变形; 4
首件送检,合格后方可继续加工,在加工过程中作好自检工作
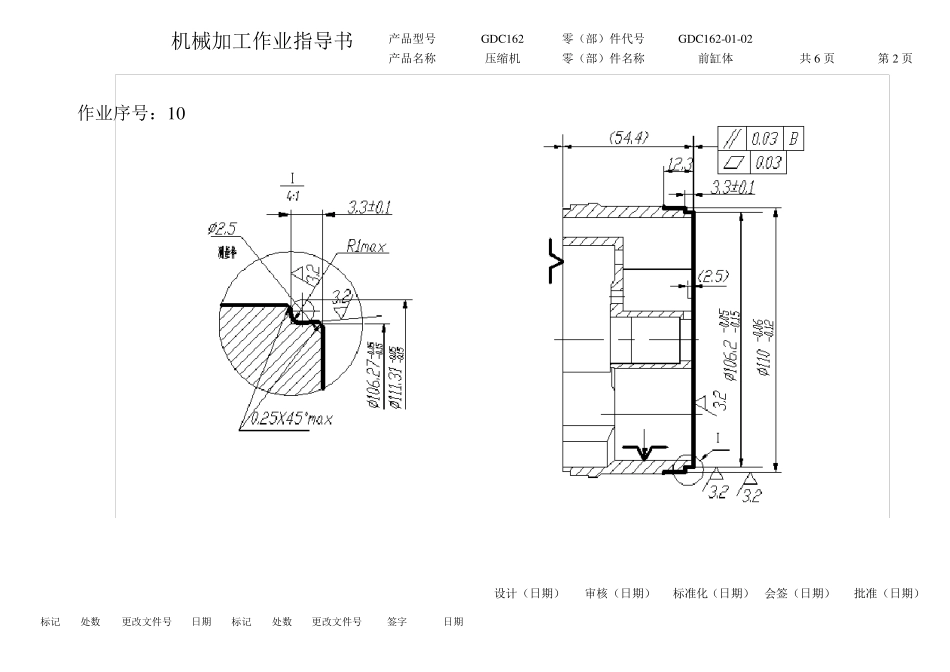
代号 项目 标准要求 影响相关工程 (1) 外径 ¢11006
0 后序加工定位 (2) 平面度 0
03 整机性能 其余要求 按图中标注 特殊特征 统计过程控制 检验方法 反应计划(排除故障及措施) 设备名称 数控车床 型号 编号 代号 项目 方法 频数 故障现象 采取措施 所需刀具 (1) 外径 外径千分尺 4 件/60 分 外径超差 调整机床刀具补正值 (2) 平面度 刀口尺 4 件/60 分 平面度超差 1
调整切削用量2
更换精度高的机床 工装、量具 名称 外圆端面车刀 工装寿命或量具检定 周期 通用工装 专用工装 量具 标记 处数 更改文件号 签字 日期 编 制 审 核 会 签 批 准 生效日期 机械加工作业指导书 产品型号 GDC162 零(部)件代号 GDC162-01-02 产品名称 压缩机 零(部)件名称 前缸体 共 6 页 第 2 页 设计(日期) 审核(日期) 标准化(日期) 会签(日期) 批准(日期) 标记 处数 更改文件号 日期 标记 处数 更改文件号 签字 日期 作业序号:10 机械加工作业指导书 产品型号 CDC162 零(部)件代号 GDC162-01-