第一篇 机械加工基础 第一章 金属切削刀具 §1-1 金属切削过程的规律 金属切削变形有弹性变形和塑性变形两种
金属切削过程是刀具把工件表层的金属层,通过刀刃的切割和刀面的推挤,使之变为切屑从而形成以加工表面的过程
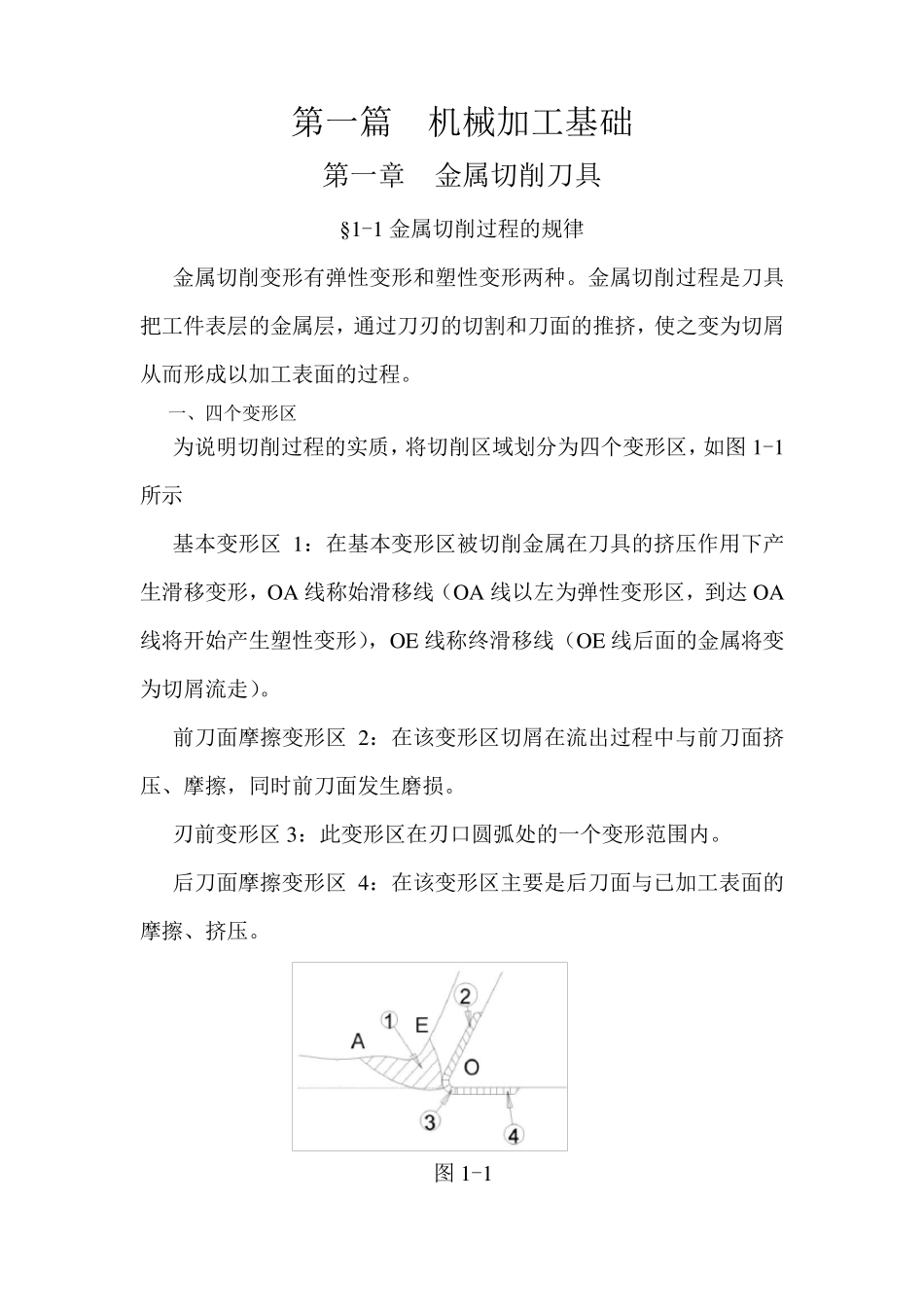
一、四个变形区 为说明切削过程的实质,将切削区域划分为四个变形区,如图 1-1所示 基本变形区 1:在基本变形区被切削金属在刀具的挤压作用下产生滑移变形,OA 线称始滑移线(OA 线以左为弹性变形区,到达 OA线将开始产生塑性变形),OE 线称终滑移线(OE 线后面的金属将变为切屑流走)
前刀面摩擦变形区 2:在该变形区切屑在流出过程中与前刀面挤压、摩擦,同时前刀面发生磨损
刃前变形区 3:此变形区在刃口圆弧处的一个变形范围内
后刀面摩擦变形区 4:在该变形区主要是后刀面与已加工表面的摩擦、挤压
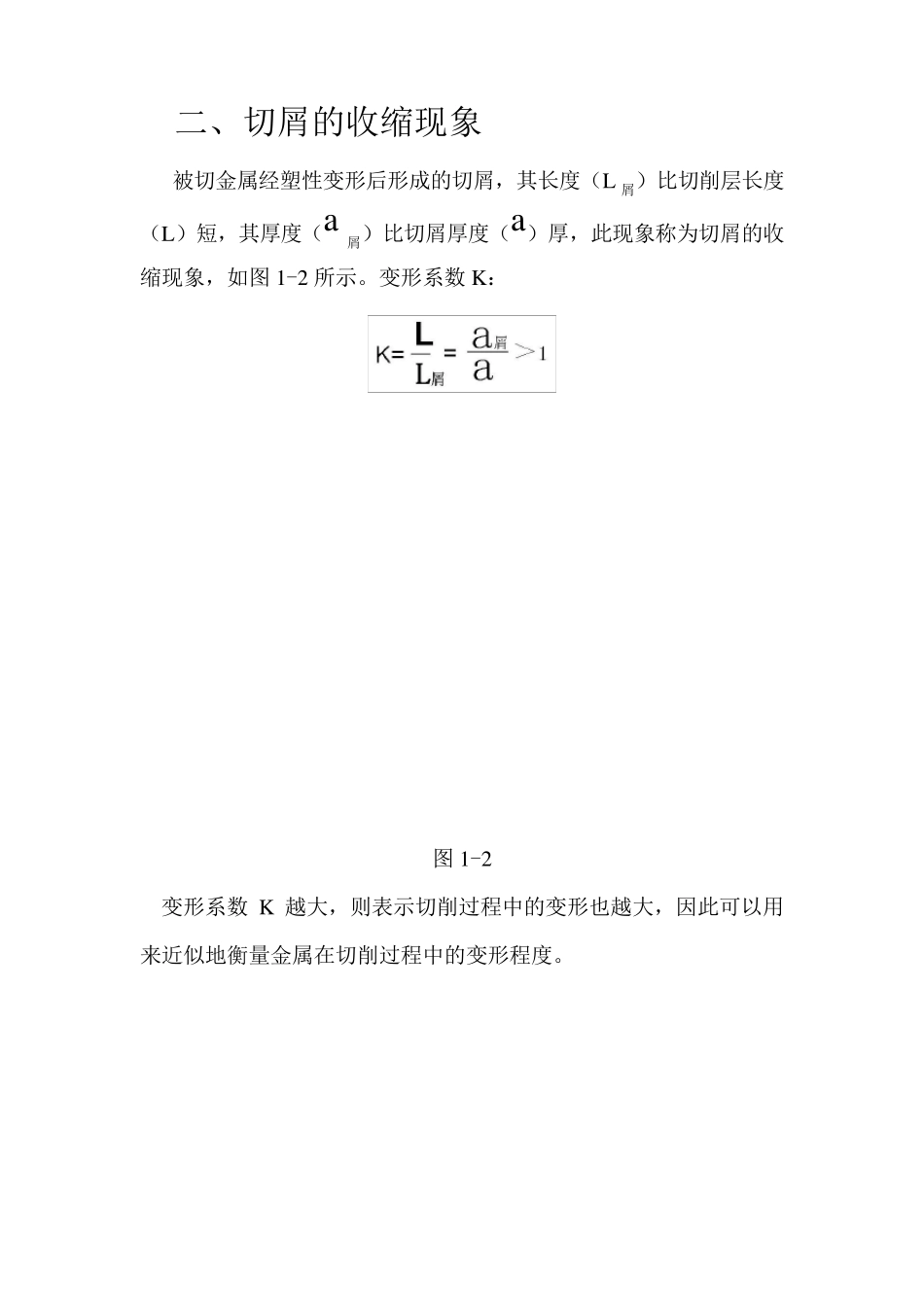
图 1-1 二、切屑的收缩现象 被切金属经塑性变形后形成的切屑,其长度(L 屑)比切削层长度(L)短,其厚度(a屑)比切屑厚度(a)厚,此现象称为切屑的收缩现象,如图 1-2 所示
变形系数 K: 图 1-2 变形系数 K 越大,则表示切削过程中的变形也越大,因此可以用来近似地衡量金属在切削过程中的变形程度
三、影响切屑变形的因素 1
工件材料 塑性大、强度低的金属材料,其变形系数大,切屑变形也大;脆性材料只形成崩碎屑,变形系数无实际意义
切削用量 在切削塑性材料时,加大切削速度,由于切屑来不及充分变形,,就被挤裂下来,使变形系数减小,故切削力和切屑变形减小;加大进给量,则使切削厚度增加,单位切削面积的切削力减小,切屑平均变形量随之减小
冷却润滑条件 润滑条件的改善可减小切屑与刀具表面之间的摩擦系数,从而减小变形系数和切屑变形
刀具的几何角度 刀具的几何角度对切屑的变形有影响,尤其是刀具的前角和前刀面的光滑程度,直接影响切屑变形