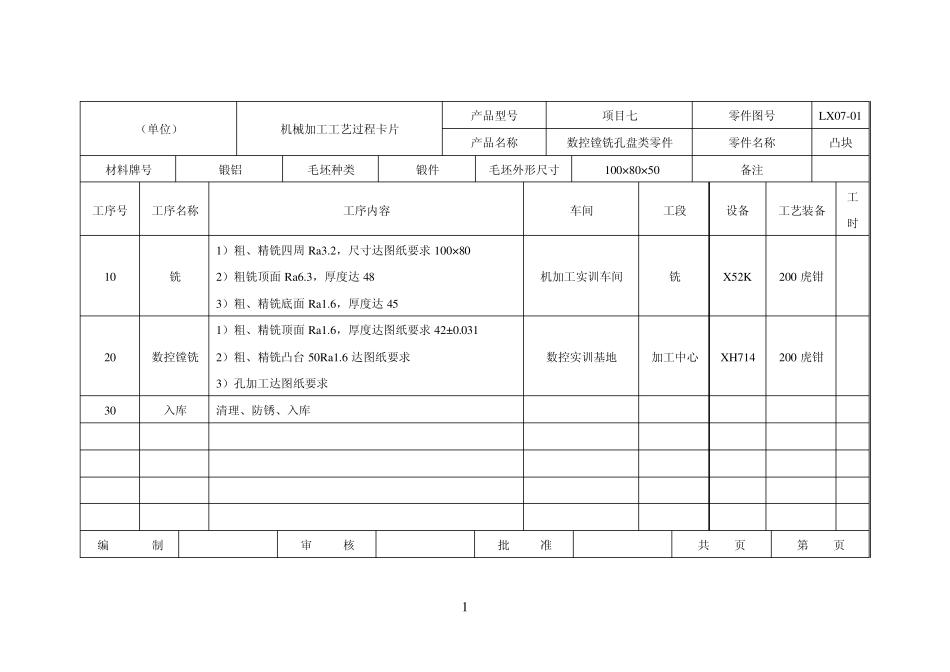
1 (单位) 机械加工工艺过程卡片 产品型号 项目七 零件图号 LX07-01 产品名称 数控镗铣孔盘类零件 零件名称 凸块 材料牌号 锻铝 毛坯种类 锻件 毛坯外形尺寸 100×80×50 备注 工序号 工序名称 工序内容 车间 工段 设备 工艺装备 工时 10 铣 1)粗、精铣四周 Ra3
2,尺寸达图纸要求 100×80 2)粗铣顶面 Ra6
3,厚度达 48 3)粗、精铣底面 Ra1
6,厚度达 45 机加工实训车间 铣 X52K 200 虎钳 20 数控镗铣 1)粗、精铣顶面 Ra1
6,厚度达图纸要求 42±0
031 2)粗、精铣凸台 50Ra1
6 达图纸要求 3)孔加工达图纸要求 数控实训基地 加工中心 XH714 200 虎钳 30 入库 清理、防锈、入库 编 制 审 核 批 准 共 页 第 页 2 (单 位) 数 控 加 工 工 序 卡 片 产品名称或代号 零件名称 材料 零件图号 数控镗铣孔盘类零件 凸块 锻铝 LX07-01 工序号 程序编号 夹具名称 夹具编号 使用设备 车 间 20 711/712/713/71 200 机用平口虎钳 XH714 数控实训中心 工步号 工 步 内 容 刀具号 刀具规格 mm 主轴转速 r/min 进给量 mm/min 背吃刀量 mm 量具 备注 1 粗铣顶面留余量0
2 T01 Φ80 端铣刀 500 200 2
8 游标卡尺 125± 0
02 2 精铣顶面控制高度尺寸42± 0
031 达Ra1
6 T01 600 150 0
2 3 粗铣凸台留侧余量0
5,底余量0
2 T02 Φ16 立铣刀 500 100 21
8 4 精铣凸台50Ra1
6 成 T02 600 80 0
2 5 钻6× M10-7H、4× Φ12H7、2× Φ30H7 中心孔 T03 Φ2 中心钻 1500 120 6 钻2× Φ30