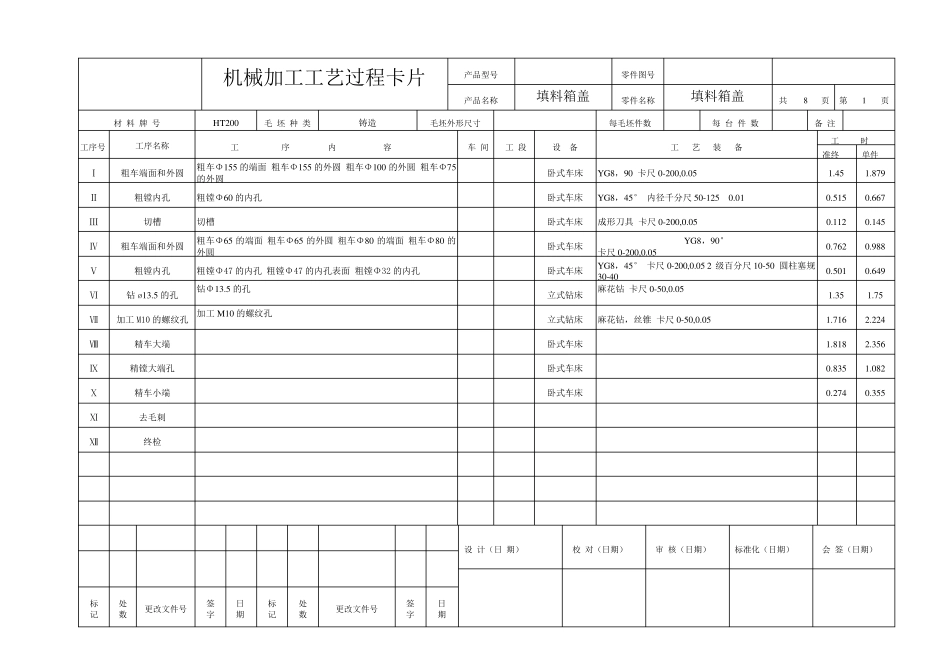
机械加工工艺过程卡片 产品型号 零件图号 产品名称 填料箱盖 零件名称 填料箱盖 共 8 页 第 1 页 材 料 牌 号 HT200 毛 坯 种 类 铸造 毛坯外形尺寸 每毛坯件数 每 台 件 数 备 注 工序号 工序名称 工 序 内 容 车 间 工 段 设 备 工 艺 装 备 工 时 准终 单件 Ⅰ 粗车端面和外圆 粗车Φ155 的端面 粗车Φ155 的外圆 粗车Φ100 的外圆 粗车Φ75的外圆 卧式车床 YG8,90 卡尺0-200,0
879 Ⅱ 粗镗内孔 粗镗Φ60 的内孔 卧式车床 YG8,45° 内径千分尺50-125 0
667 Ⅲ 切槽 切槽 卧式车床 成形刀具 卡尺0-200,0
145 Ⅳ 粗车端面和外圆 粗车Φ65 的端面 粗车Φ65 的外圆 粗车Φ80 的端面 粗车Φ80 的外圆 卧式车床 YG8,90° 卡尺0-200,0
988 Ⅴ 粗镗内孔 粗镗Φ47 的内孔 粗镗Φ47 的内孔表面 粗镗Φ32 的内孔 卧式车床 YG8,45° 卡尺0-200,0
05 2 级百分尺10-50 圆柱塞规30-40 0
649 Ⅵ 钻ø13
5 的孔 钻Φ13
5 的孔 立 式钻床 麻 花 钻 卡尺0-50,0
75 Ⅶ 加工M10 的螺 纹 孔 加工M10 的螺 纹 孔 立 式钻床 麻 花 钻,丝 锥 卡尺0-50,0
224 Ⅷ 精 车大 端 卧式车床 1
356 Ⅸ 精 镗大 端孔 卧式车床 0
082 Ⅹ 精 车小 端 卧式车床 0
355 Ⅺ 去 毛刺 Ⅻ 终检 设 计 ( 日 期 ) 校 对 ( 日 期 ) 审 核 ( 日 期 ) 标 准化 ( 日 期 ) 会 签 ( 日 期