树脂是用不饱和树脂的,我用的是196(面料)和2112(边料) ,再加上均光粉,固化剂
促进剂,色料等,材料就这些,但技术可就千变万化了,不知我的回答你满意否
树脂发光字是由外壳、填充原料、发光源三部分组成
其中外壳部分采用塑料(ABS)注塑成型或金属板材(铁皮、不锈钢、钛金等)焊接成型;外壳内填充原料为经过改性的液态树脂浇铸成型;发光光源采用的是超高亮度半导体发光二极管(LED)
详细制作方法: 工 具/原料 树脂材料 玻璃工作平台 固化剂 促进剂 LED 模组 方法/步骤 1
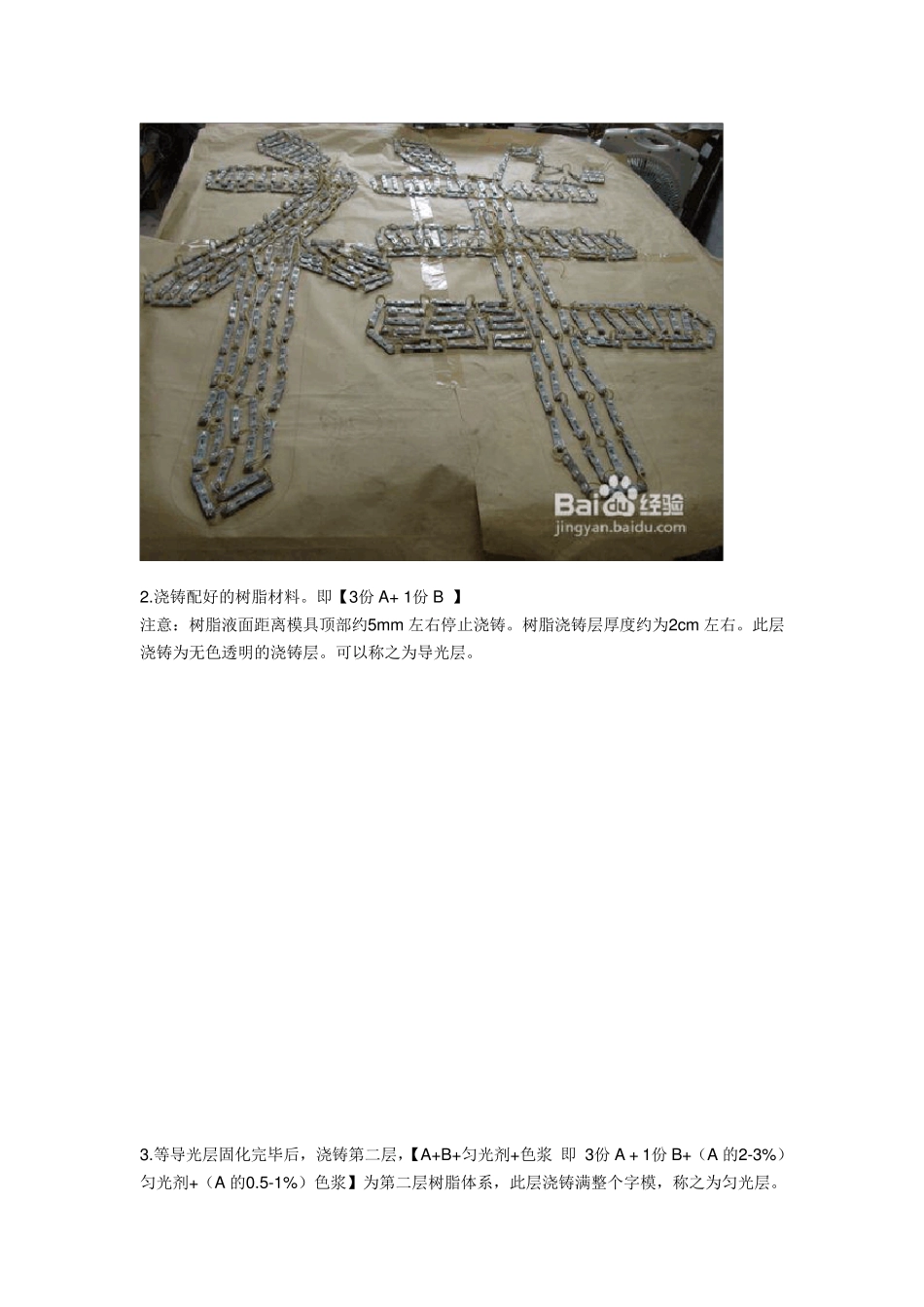
做好字模,布置好线路
注意:线路跟模具的接口可以用玻璃胶或者硅胶密封,而且必须密封,以免树脂泄露
浇铸配好的树脂材料
即【3份 A+ 1份 B 】 注意:树脂液面距离模具顶部约5m m 左右停止浇铸
树脂浇铸层厚度约为2cm 左右
此层浇铸为无色透明的浇铸层
可以称之为导光层
等导光层固化完毕后,浇铸第二层,【A+B+匀光剂+色浆 即 3份 A + 1份 B+(A 的2-3%)匀光剂+(A 的0
5-1%)色浆】为第二层树脂体系,此层浇铸满整个字模,称之为匀光层
自然温度,或者加温固化使匀光层固化完毕
修理不妥当的地方
注 意 事项 字模内壁可以涂反光漆,使光源发出的光在字模内部反复折射,避免光源损失
需要控制好导光层和匀光层的厚度,以上所说是厚度为2
5cm --3cm 厚度的树脂发光字
A和 B 混合好之后必须在12小时之内用完(这一时间内会慢慢的变稠,如果感觉粘稠度还能进行浇注,则可以继续使用),如不能用完则丢弃处理,不可倒回到 A 或者 B 中
树脂发光字是近年来发光标识应用较为广泛的发光标识产品,其外观亮丽,高档,节能,环保,深受广大客户的喜爱,其制作的工艺比较复杂,因此笔者在此也分享一些制作树脂字的经验操作
工 具/原料 热熔胶枪 环氧树脂A