模板编号序 号作 业描述W /H点技术及安全上注意事项计划人数计划工时QJ-BT-0011办理工单,检修、运行到现场确认W1
现场安全确认;2
文件包、工单无误3
现场铺设达到标准22QJ-BT-0012实缸中心H5
检查各吊具合格6
盘动转子时禁止钢丝绳对面有人7
严禁有人碰撞表架14QJ-BT-0013汽缸解体W9
吊具检查完好10
汽缸四角起吊高度一致11
确认汽缸内部无卡涩28QJ-BT-0014解体阶段各数据测量H15
工具使用正确16
读数准确无误17
测量方法准确,表针垂直指向被侧部件表面52QJ-BT-0015气缸清理H19
清除设备表面氧化层20
清理合格后擦涂二琉化钼粉末保护21
部件各配合部位光33QJ-BT-0016中心调整H22
转子中心调整至标准要求23
各轴瓦垫铁接触修刮至标准要求510QJ-BT-0017通流间隙调整H24
工作人员严禁踩踏汽封齿,防止损坏设备35QJ-BT-0018螺栓检修W25
螺栓丝扣光滑完整26
螺栓冷紧、热紧必须严格执行标准要求27
硬度值 在 HB240-270范 围25QJ-BT-0019扣缸H28
扣缸阶段严禁有杂物 吊入 缸内29
各封堵 物 必须全部及时清理干 净30
各部件吊装 时必须55QJ-BT-00110实缸中心H35
对轮 中心调整至标准要求36
行车 盘转子时严禁钢丝绳对面有人站 立251
汽轮 机 高中压 缸检修作业 标准2
汽轮 机 低 压 缸检修作业 标准QJ-BT-00211
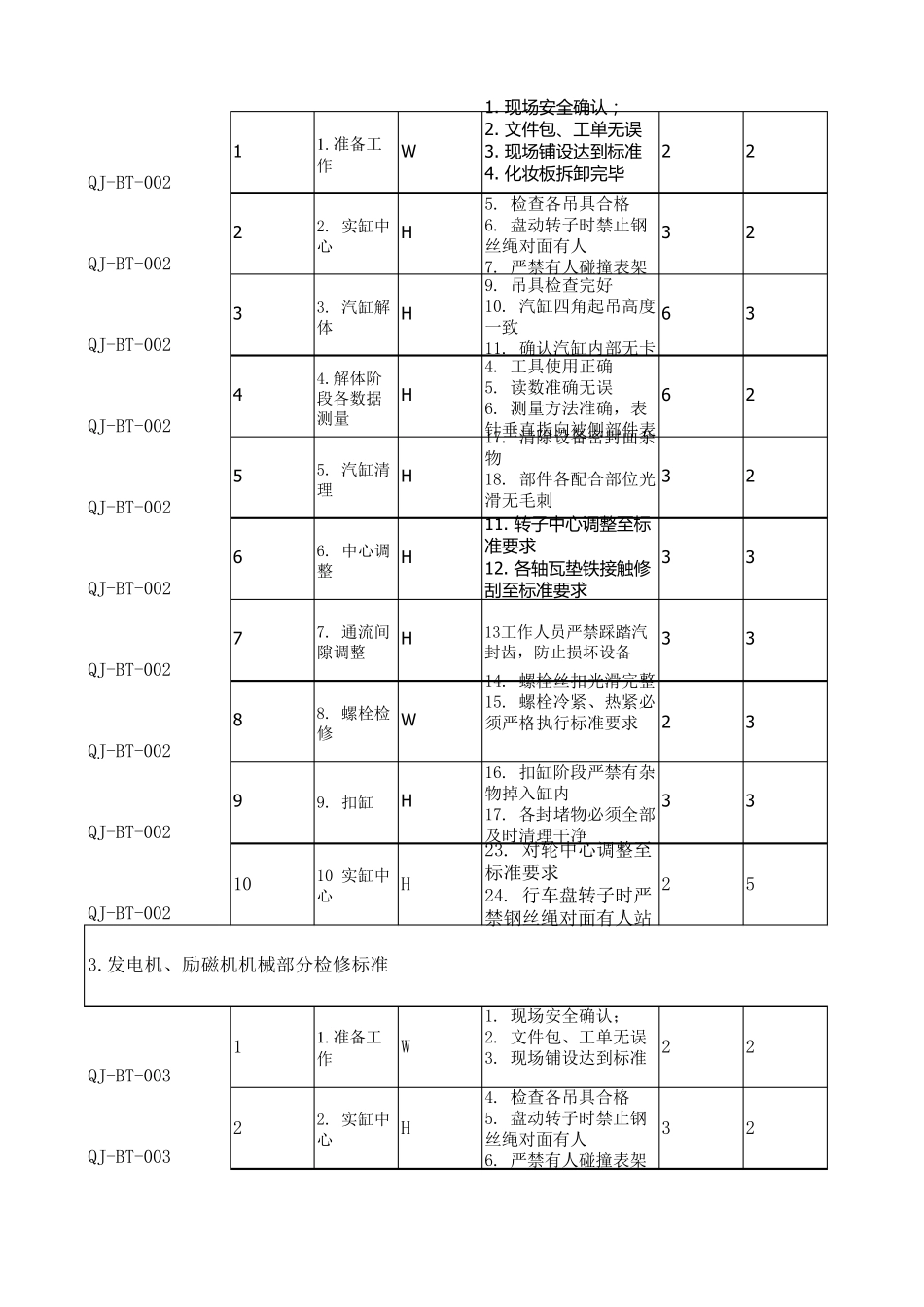
准备工作W1
现 场 安 全 确 认 ;2
文 件 包 、工单无误3
现 场 铺设达到标准4
化妆板拆卸完毕22QJ-BT-00222
实缸中心H5
检查各吊具合格6
盘动转子时禁止钢丝绳对面有人7
严禁有人碰撞表架32QJ-BT-00233