三菱伺服系统优化201 协 1 徐鑫伺服调试之前需要先对机床伺服系统的相关配置进行了解,主要包括①伺服电机,②编码器(即电机端检测器),③驱动器(模块型号),具体的了解方法为选择系统 DIAGN 诊断选项卡中的驱动器监视画面,进行观察,具体项目如下:这些电机型号之类的信息,在后续的查询机床负载惯量比与速度环增益,以及位置环调整中,电流最大比例的确定有关
本报告调整过程除涉及主轴或特殊情况,均以 X 轴为例
•手动调整速度环增益及陷波滤波器手动调整即是在没有电脑调整软件等的帮助下进行基本的调整和设定
VGN(速度环增益)与 PGN(位置环增益)具有一定相互影响
当 VGN 数值较高而 PGN 数值较低时回出现定位慢现象,表现出来即机床运动无力
当VGN 数值较低二 PGN 数值较高时,尤其是采取高速高精度模式时,会出现爬行现象
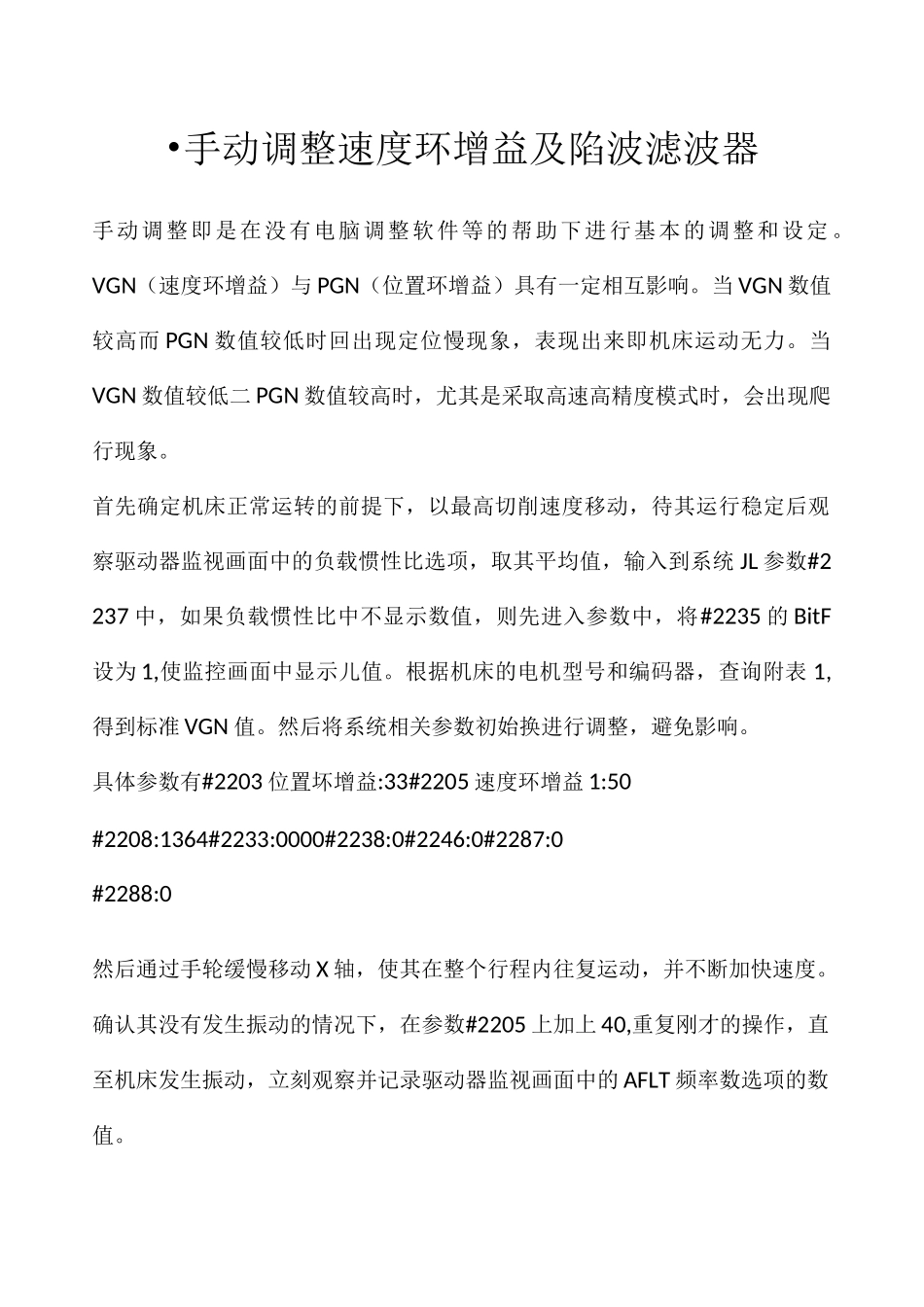
首先确定机床正常运转的前提下,以最高切削速度移动,待其运行稳定后观察驱动器监视画面中的负载惯性比选项,取其平均值,输入到系统 JL 参数#2237 中,如果负载惯性比中不显示数值,则先进入参数中,将#2235 的 BitF设为 1,使监控画面中显示儿值
根据机床的电机型号和编码器,查询附表 1,得到标准 VGN 值
然后将系统相关参数初始换进行调整,避免影响
具体参数有#2203 位置坏增益:33#2205 速度环增益 1:50#2208:1364#2233:0000#2238:0#2246:0#2287:0#2288:0然后通过手轮缓慢移动 X 轴,使其在整个行程内往复运动,并不断加快速度
确认其没有发生振动的情况下,在参数#2205 上加上 40,重复刚才的操作,直至机床发生振动,立刻观察并记录驱动器监视画面中的 AFLT 频率数选项的数值
S/W22:42I/F驱动器NC 存储自己NC 取样安心网i 乡断监视 |i 乡断言息诊断将监视画面中的数