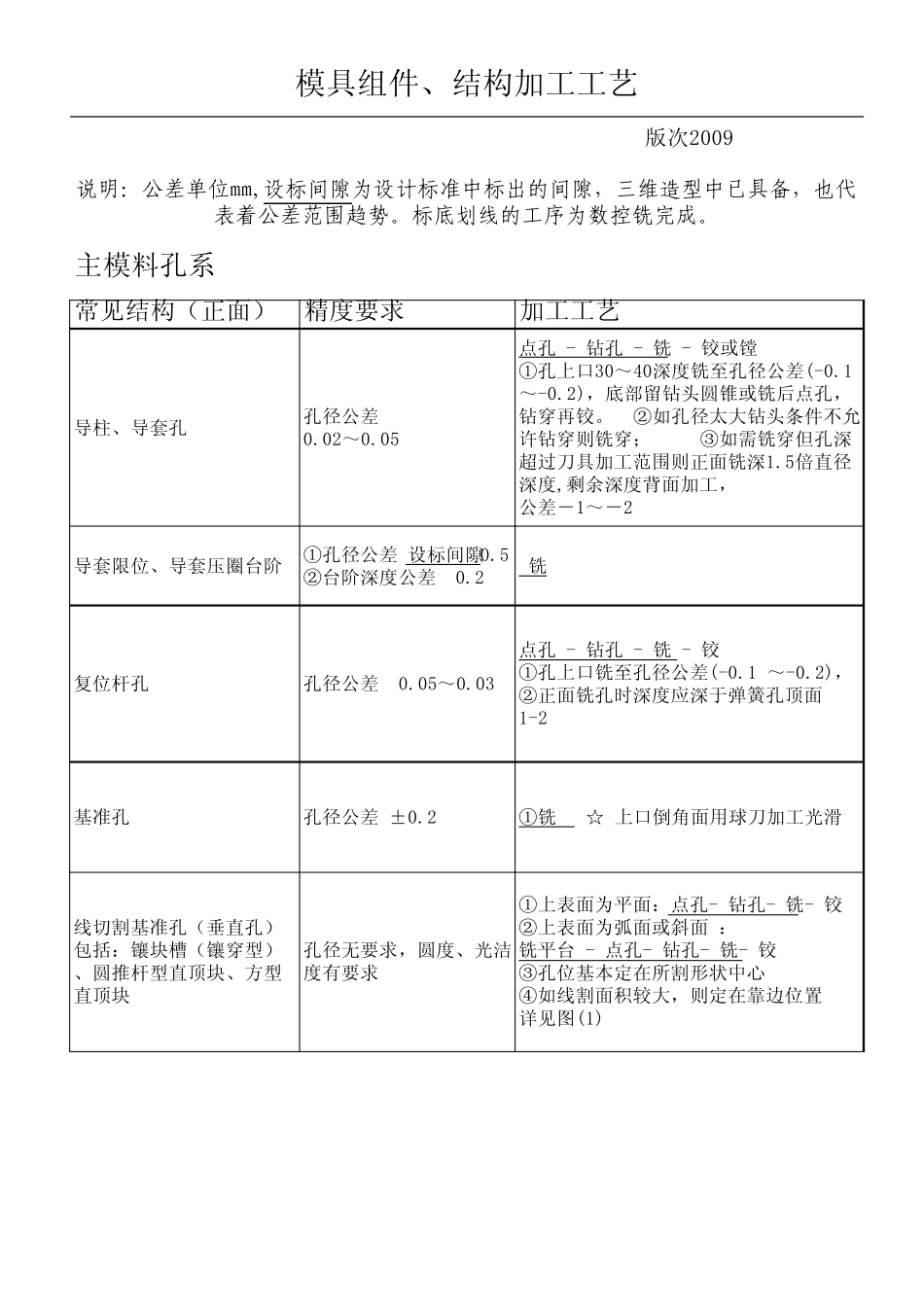
版次2009常见结构(正面)精度要求加工工艺导柱、导套孔孔径公差0
05点孔 - 钻孔 - 铣 - 铰或镗①孔上口30~40深度铣至孔径公差(-0
2),底部留钻头圆锥或铣后点孔,钻穿再铰
②如孔径太大钻头条件不允许钻穿则铣穿; ③如需铣穿但孔深超过刀具加工范围则正面铣深1
5倍直径深度,剩余深度背面加工,公差-1~-2导套限位、导套压圈台阶①孔径公差 设标间隙0
5②台阶深度公差 0
2 铣复位杆孔孔径公差 0
03点孔 - 钻孔 - 铣 - 铰①孔上口铣至孔径公差(-0
2),②正面铣孔时深度应深于弹簧孔顶面1-2基准孔孔径公差 ±0
2①铣 ☆ 上口倒角面用球刀加工光滑线切割基准孔(垂直孔)包括:镶块槽(镶穿型)、圆推杆型直顶块、方型直顶块孔径无要求,圆度、光洁度有要求①上表面为平面:点孔- 钻孔- 铣- 铰②上表面为弧面或斜面 :铣平台 - 点孔- 钻孔- 铣- 铰③孔位基本定在所割形状中心④如线割面积较大,则定在靠边位置详见图(1)模具组件、结构加工工艺说明:公差单位mm,设标间隙为设计标准中标出的间隙,三维造型中已具备,也代表着公差范围趋势
标底划线的工序为数控铣完成
主模料孔系斜 顶 块 线 切 割 基 准 孔 包括 : 圆 推 杆 型 或 方 型 线 切割 基 准 孔孔 径 无 要 求 , 圆 度 、 光 洁度 有 要 求铣 平 台 - 点 孔 - 钻 孔 - 铰铣 平 台 - 点 孔 - 电 火 花 穿 孔① 铣 至 平 台 ,线 切 割 面 留 2mm余 量 , 非 线 割面 铣 到 位 , 平 台 面 上 在 方 顶 或 圆 推 杆 中 心线 点 小 孔 或 划 十 字 线 详 见 图② 如 平 台 太 深 铣 出 后 无 法 点 孔 , 则 相 应 抬高 平 台 面 至 铣 出 穿 钻 孔 孔 径 大 小