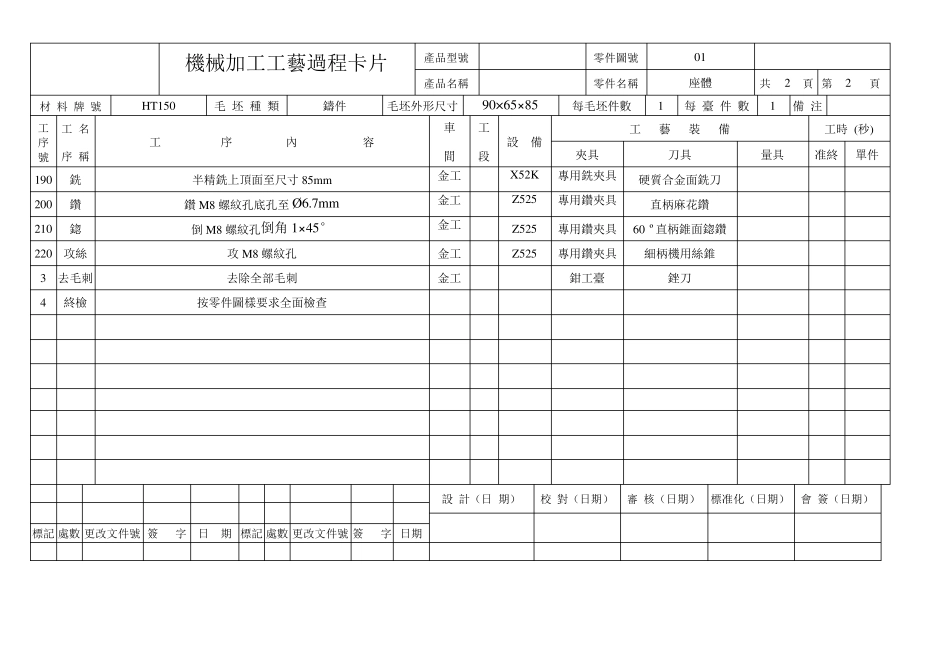
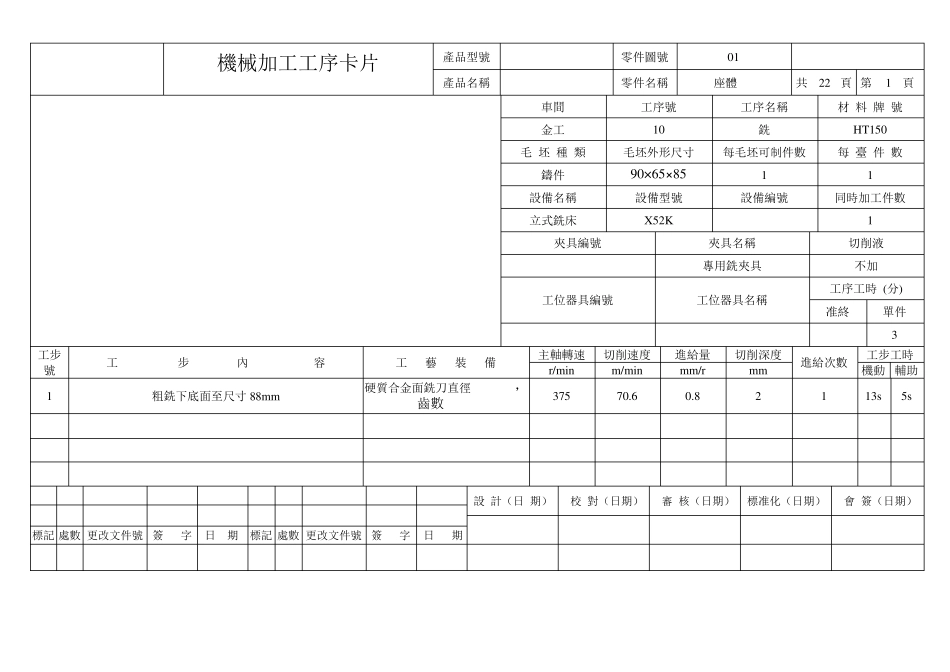
機械加工工藝過程卡片 產品型號 零件圖號 01 產品名稱 零件名稱 座體 共 2 頁 第 1 頁 材 料 牌 號 HT150 毛 坯 種 類 鑄件 毛坯外形尺寸 90×65×85 每毛坯件數 1 每 臺 件 數 1 備 注 工 序 號 工 名 序 稱 工 序 內 容 車 間 工 段 設 備 工 藝 裝 備 工時 (秒) 夾具 刀具 量具 准終 單件 1 鑄造 鑄 2 時效 熱 10 銑 粗銑下底面至尺寸88mm 金工 X52K 專用銑夾具 硬質合金面銑刀 20 銑 精銑下底面至尺寸87
5mm 金工 X52K 專用銑夾具 硬質合金面銑刀 30 鑽 鑽底面對角2×Ø9mm 通孔 金工 Z525 專用鑽夾具 直柄麻花鑽 40 鑽 鑽底面對角底孔至Ø8
8mm 金工 Z525 專用鑽夾具 直柄麻花鑽 50 鉸 粗鉸對角孔至Ø8
96mm 金工 Z525 專用鑽夾具 錐柄機用鉸刀 60 鉸 精鉸對角孔至Ø9mm 金工 Z525 專用鑽夾具 錐柄機用鉸刀 70 鍃 鍃沉頭孔Ø18mm 至深度2mm 金工 Z525 專用鑽夾具 帶導柱直柄平底鍃鑽 80 鑽 鑽Ø4
8mm 孔 金工 Z525 專用鑽夾具 直柄麻花鑽 90 鉸 粗鉸Ø4
96mm 孔 金工 Z525 專用鑽夾具 錐柄機用鉸刀 100 鉸 精鉸Ø5mm 孔 金工 Z525 專用鑽夾具 錐柄機用鉸刀 110 銑 粗銑Ø42mm 兩端面至81mm 金工 組合銑床 專用銑夾具 硬質合金面銑刀 120 銑 精銑Ø42mm 兩端面至80mm 金工 組合銑床 專用銑夾具 硬質合金面銑刀 130 鏜 粗鏜Ø24mm 孔至Ø23
8mm 並倒C1
5 角 金工 T68 專用鏜夾具 硬質合金鏜刀 140 鏜 半精鏜Ø24mm 孔至Ø24mm 金工 T68 專用鏜夾具 硬質合金鏜刀 150 鑽 鑽M4 螺紋孔底孔Ø3
3mm 金工 組合鑽床