- 1 - 氧 气 储 气 罐 安 装 施 工 方 案 1
1 概 述 工 程 名 称 : 二 重 铸 造 分 厂 铸 钢 车 间 清 理 工 段 新 增 2M3氧 气 储 气 罐 工 程 地 点 : 二 重 铸 造 分 厂 铸 钢 车 间 建 设 单 位 : 二 重 铸 造 分 厂 铸 钢 车 间 清 理 工 段 设 计 单 位 : 德 阳 二 重 工 业 设 计 有 限 责 任 公 司 1
2 工 程 概 况 本 工 程 压 力 容 器 为 铸 钢 车 间 清 理 工 段 新 增2m3 氧 气 储 气 罐 , 压 力 容 器 即 氧 气 罐1台 ( V=2m3,PN=1
3 工 期 目 标 : 本 施 工 项 目 计 划 开 工 日 期 为 2010 年 3 月 1 日 , 计 划 竣 工 日 期 2010 年 4 月 1 日 ,总 工 期 为 30 天
4 工 程 重 点 和 难 点 本 工 程 中 的 氧 气 储 气 罐 的 安 装 根 据 现 场 实 际 情 况 定 位 , 吊 装 、 焊 接 和 罐 体 酸 洗 、管 道 脱 脂 是 本 工 程 的 重 点 和 难 点
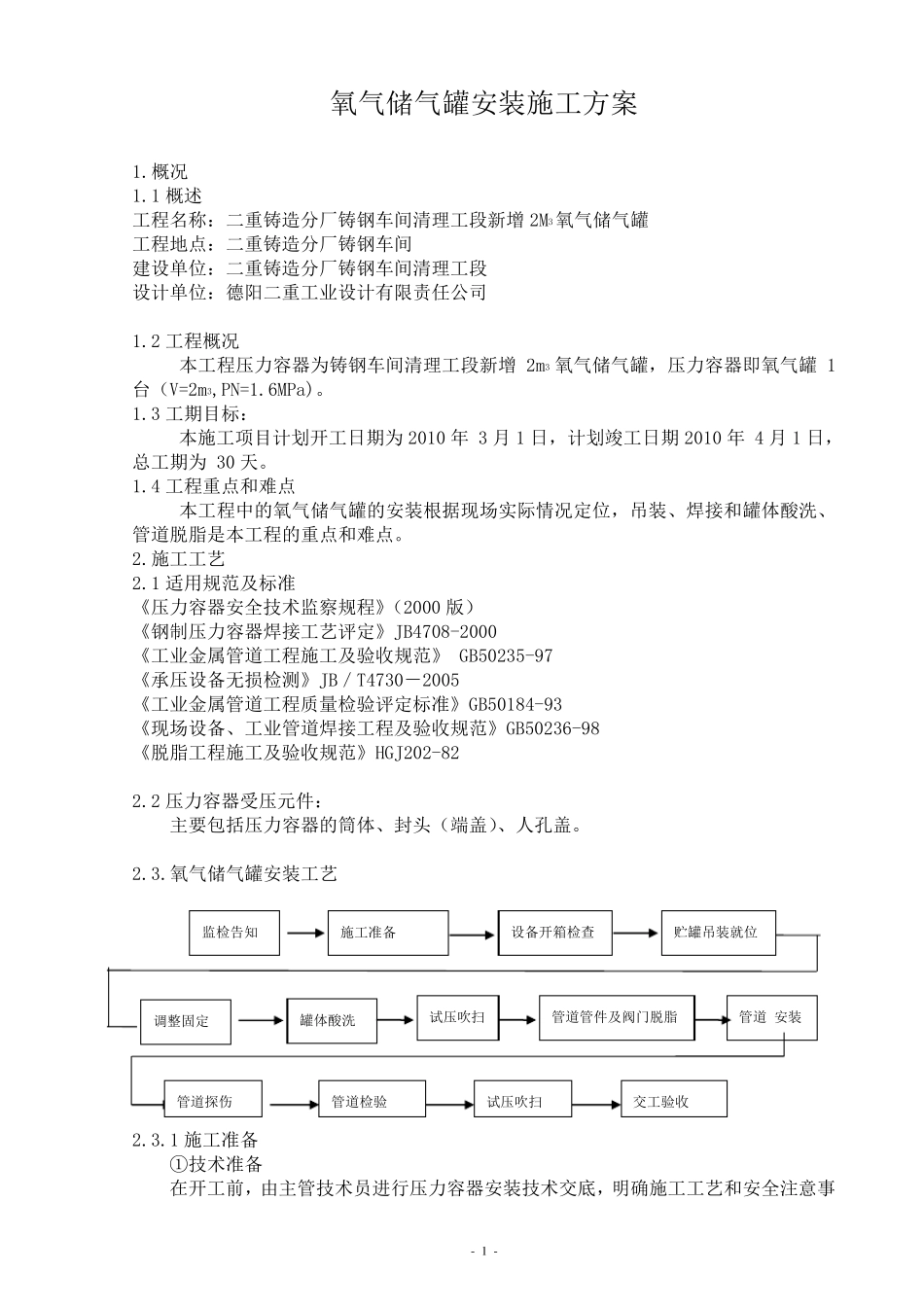
施 工 工 艺 2
1 适 用 规 范 及 标 准 《 压 力 容 器 安 全 技 术 监 察 规 程 》( 2000 版 ) 《 钢 制 压 力 容 器 焊 接 工 艺 评 定 》 JB4708-2000 《 工 业 金 属 管 道 工 程 施 工 及 验 收 规 范 》 GB50235-97 《 承 压 设 备 无 损 检 测 》 JB/ T4730- 2005 《 工 业 金 属 管 道 工 程 质 量 检 验 评 定 标 准 》 GB50184-93 《 现 场 设 备 、 工 业 管 道 焊 接 工 程 及 验 收 规 范 》 GB50236