1 课题: 水平固定管焊接 教学目的:通过水平固定管焊接实习,使学生掌握水平固定管单面焊双面成形的焊接方法及要领,焊缝成形达到基本要求
教学重点:1、定位焊及起焊处
2、仰焊及反接头
教学难点:打底及盖面仰焊处
教学内容:水平固定管的打底、盖面 一、水平固定管的特点 由于焊缝是环形的,在焊接过程中需经过仰焊、立焊、平焊等几种位置,因此焊条角度变化较大,应注意每个位置的操作要领
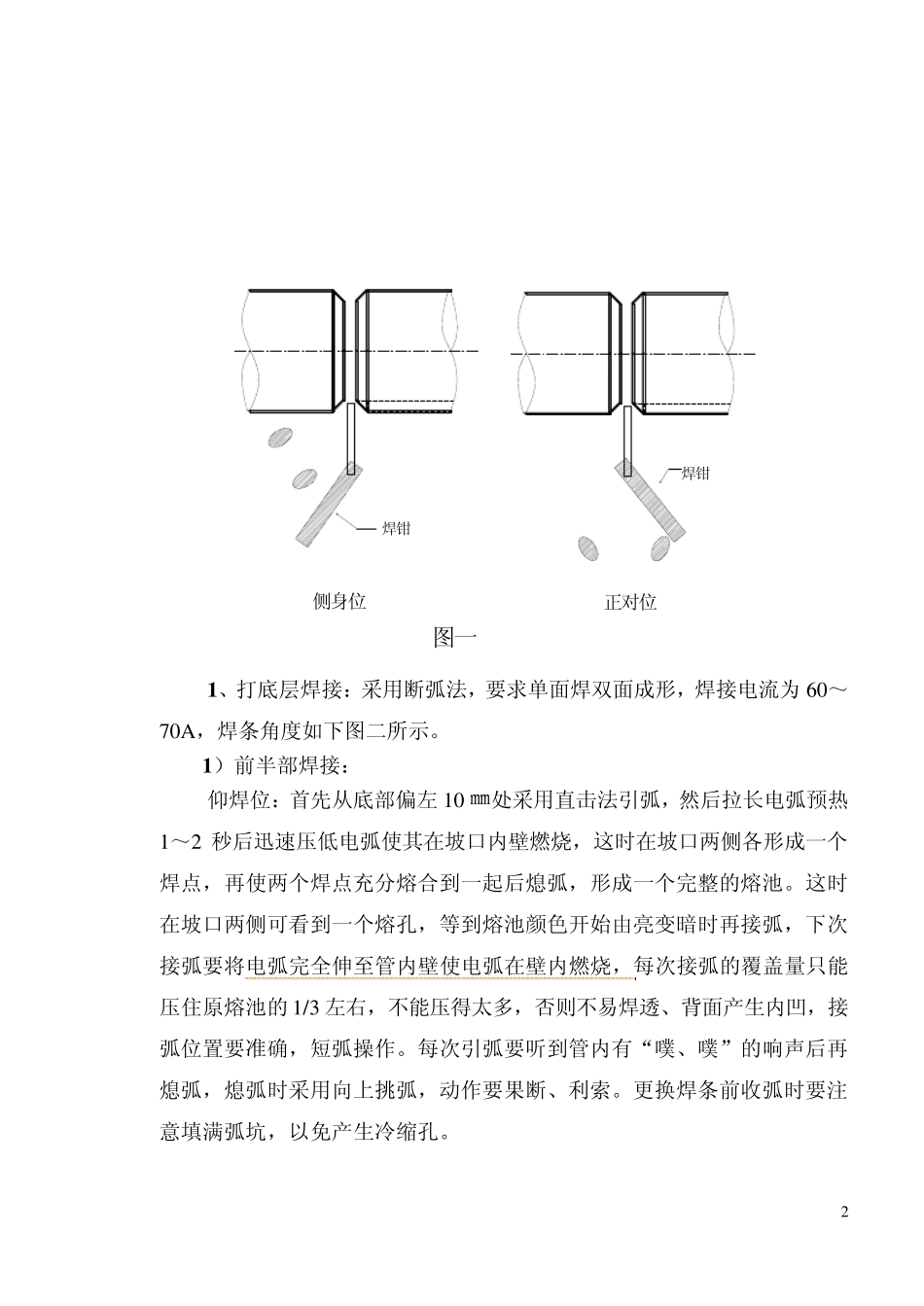
二、焊前准备 1、ø108×5 ㎜管子一对;焊条:E4303,ø2
5 ㎜ 2、组对:坡口角度60~65°;钝边 1 ㎜;间隙 3
5 ㎜;定位焊为两点,长度为 15 ㎜,厚度为 3 ㎜,方向相对
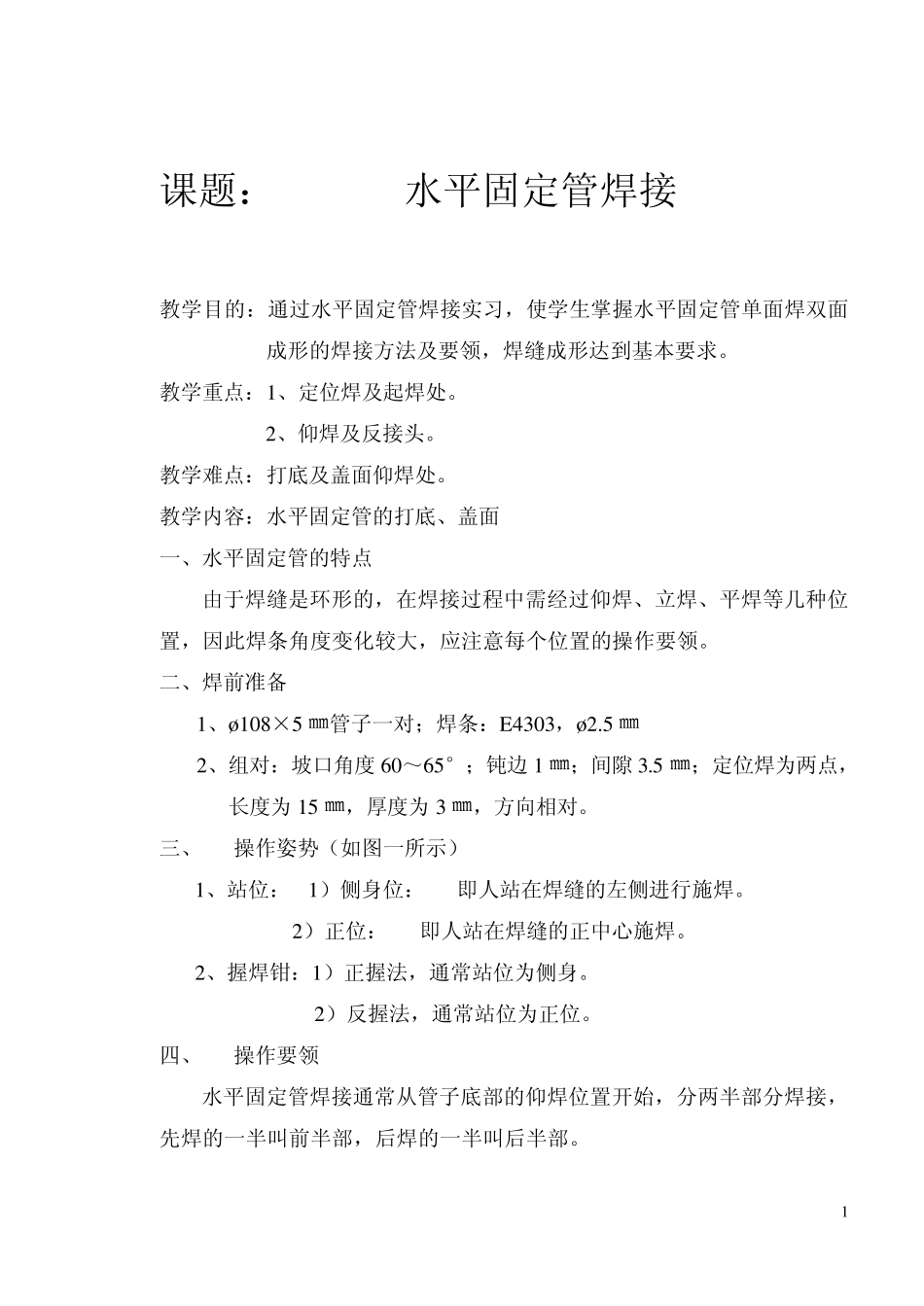
三、 操作姿势(如图一所示) 1、站位: 1)侧身位: 即人站在焊缝的左侧进行施焊
2)正位: 即人站在焊缝的正中心施焊
2、握焊钳:1)正握法,通常站位为侧身
2)反握法,通常站位为正位
四、 操作要领 水平固定管焊接通常从管子底部的仰焊位置开始,分两半部分焊接,先焊的一半叫前半部,后焊的一半叫后半部
2 1、打底层焊接:采用断弧法,要求单面焊双面成形,焊接电流为 60~70A ,焊条角度如下图二所示
1)前半部焊接: 仰焊位:首先从底部偏左 10 ㎜处采用直击法引弧,然后拉长电弧预热1~2 秒后迅速压低电弧使其在坡口内壁燃烧,这时在坡口两侧各形成一个焊点,再使两个焊点充分熔合到一起后熄弧,形成一个完整的熔池
这时在坡口两侧可看到一个熔孔,等到熔池颜色开始由亮变暗时再接弧,下次接弧要将电弧完全伸至管内壁使电弧在壁内燃烧,每次接弧的覆盖量只能压住原熔池的 1/3 左右,不能压得太多,否则不易焊透、背面产生内凹,接弧位置要准确,短弧操作
每次引弧要听到管内有“噗、噗”的响声后再熄弧,熄弧时采用向上挑弧,动作要果断、利索
更换焊条前收弧时要注意填满弧坑,以免产生冷缩孔
图一正对位侧身位