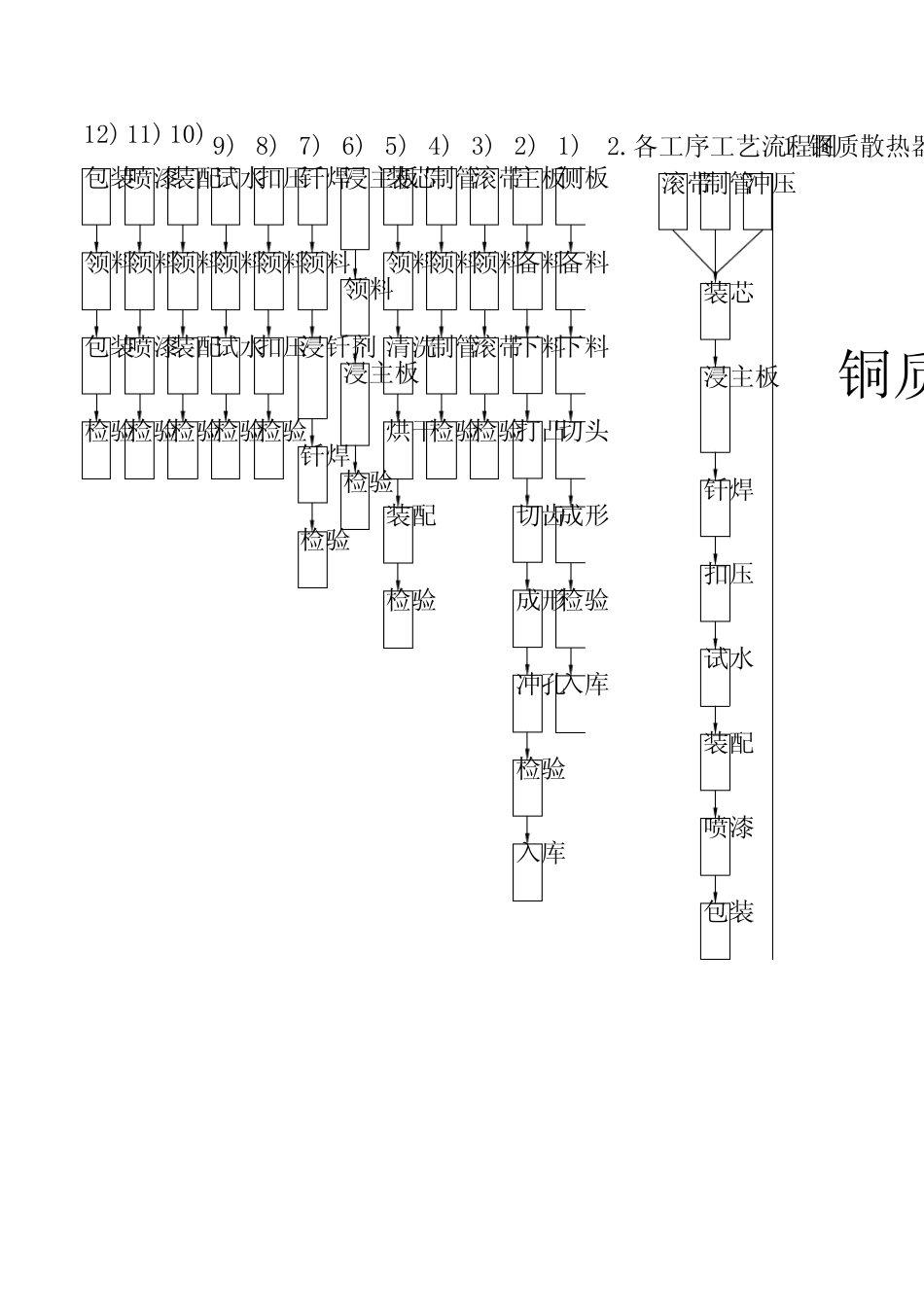
铜质散热器工艺流程图1
铜质散热器工艺流程图冲压制管滚带装芯浸主板钎焊扣压试水装配喷漆包装2
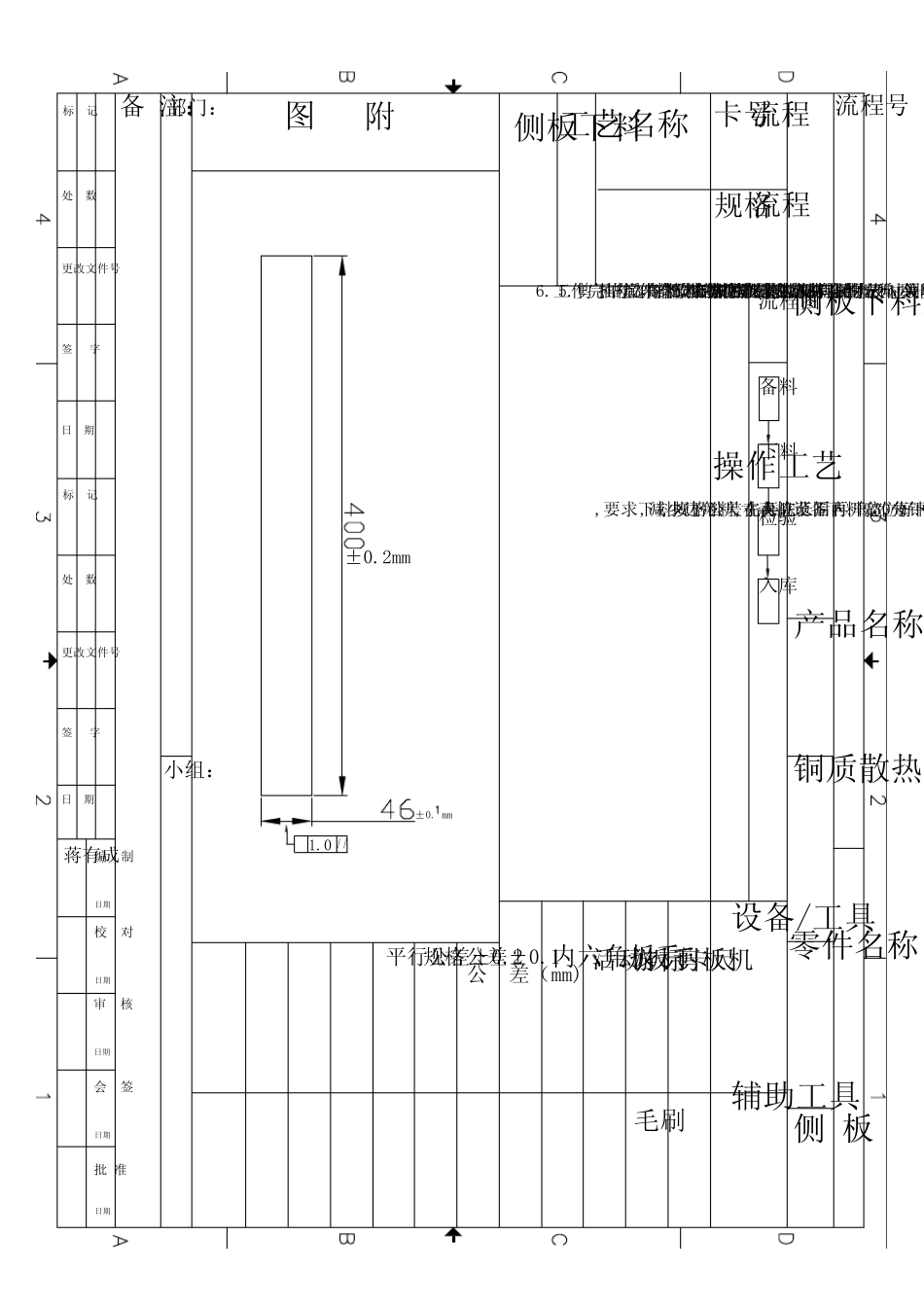
各工序工艺流程图侧板备料下料切头成形检验入库1)2)3)4)5)6)7)8)9)10)11)12)主板备料下料打凸切齿成形冲孔滚带领料滚带制管领料制管检验装芯领料清洗烘干装配检验浸主板领料浸主板钎焊领料浸钎剂扣压领料扣压检验试水领料试水检验装配领料喷漆领料喷漆包装领料包装检验检验入库检验装配检验检验检验钎焊检验产品名称铜质散热器侧 板侧板下料工艺卡操作工艺设备/工具附图±0
mm剪板机活动扳手游标卡尺内六角扳手辅助工具毛刷平行公差±0
2规格公差±0
1公 差(mm)标 记日 期处 数更改文件号签 字处 数标 记签 字更改文件号日 期编 制 日期校 对 日期审 核 日期会 签 日期批 准 日期部门:小组:备 注: 1
根据(侧板下料尺寸表)领取相应的材料
依据生产计划任务排期表,按下料尺寸表把设备下料定位好
下料合理排料提高利用率,减少边角料,先开完长后再开宽,每下一件取一件, 将下好的料摆放好,做标记的方向要一致
首件检验合格后批量生产,要求下料规格公差在允许范围内
每30分钟到1小时 抽检3-5件
填写检验报表,如有误差及时调整
剪下的边角料,150X30以上的入库备用
工作完毕后,给设备加油保养,打 扫 工作场 所 ,关 闭 电 源
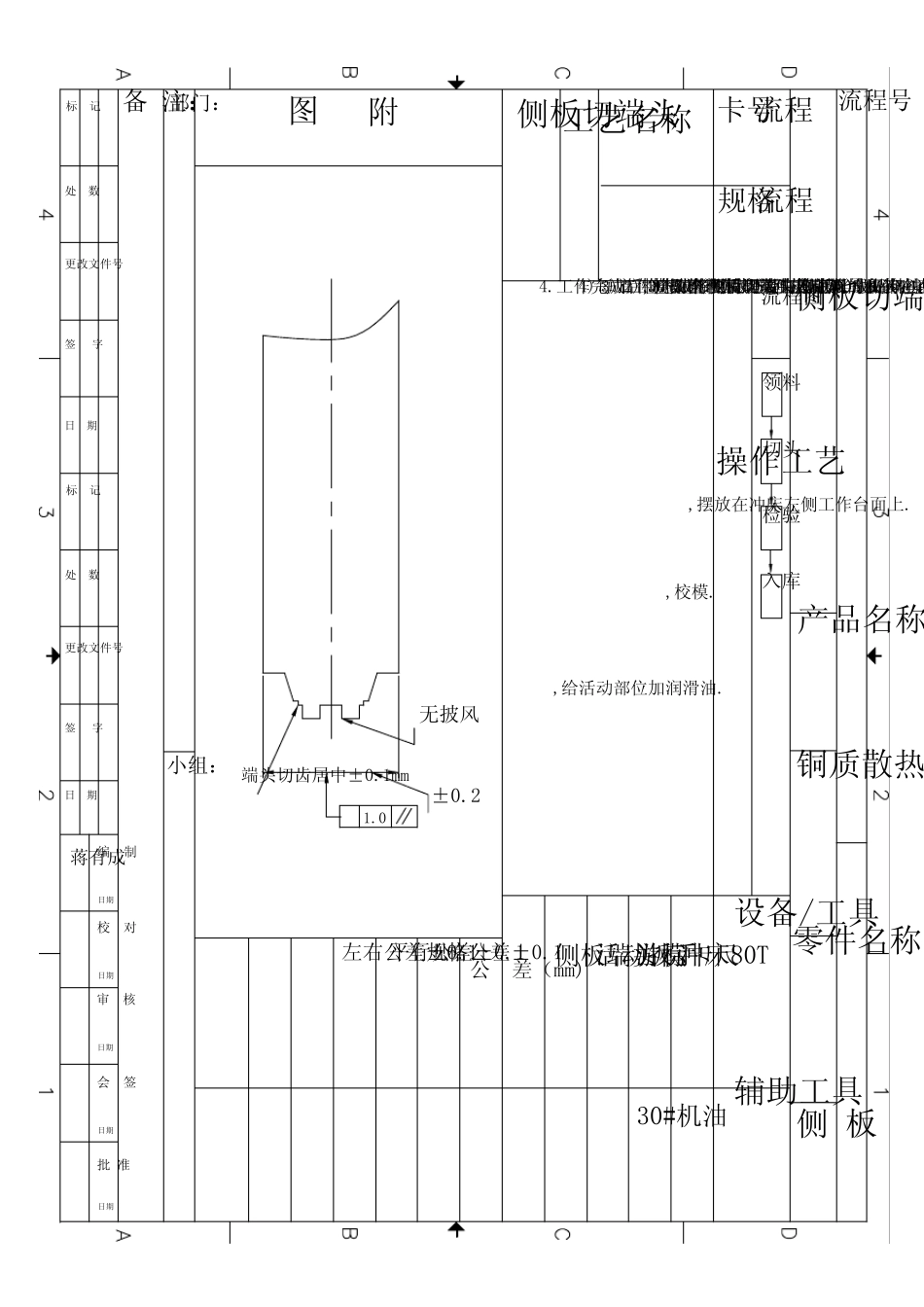
工艺名称侧板下料零 件名称流 程 图下料 备料 检验 入库 流 程 号流 程卡号流 程规格蒋 有成产品名称铜质散热器侧 板侧板切端头工艺卡操作工艺设备/工具附图冲床80T活动扳手游标卡尺侧板端头模辅助工具30#机油平行公差±0
1规格公差±0
1公 差(mm)标 记日 期处 数更改文件号签 字处 数标 记签 字更改文件号日 期编 制 日期校 对 日期审 核 日期会 签 日期批 准 日期部门:小组