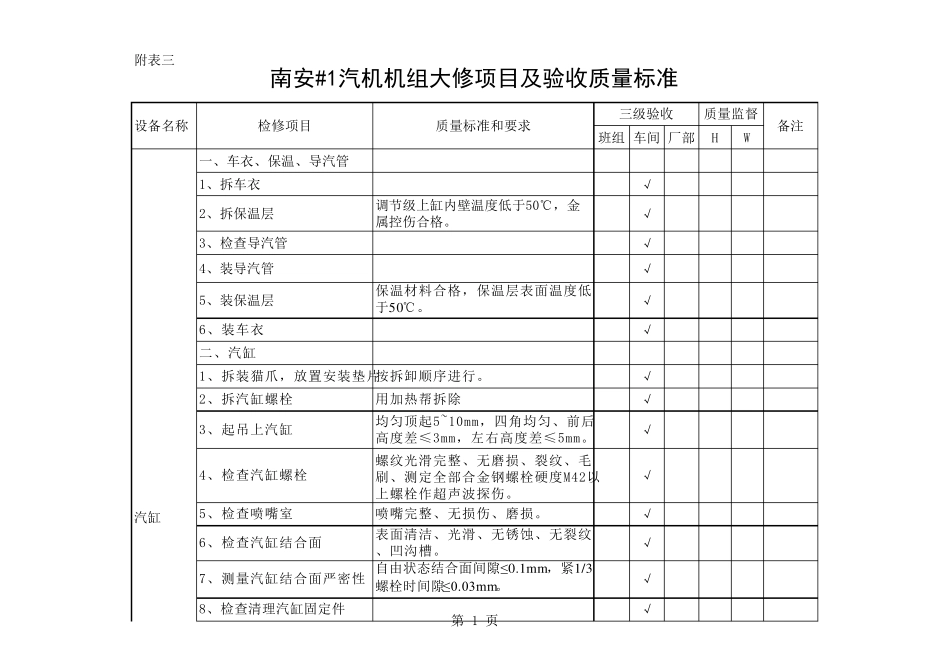
附表三班组车间厂部HW一、车衣、保温、导汽管1、拆车衣√2、拆保温层调节级上缸内壁温度低于50℃,金属控伤合格
√3、检查导汽管√4、装导汽管√5、装保温层保温材料合格,保温层表面温度低于50℃
√6、装车衣√二、汽缸1、拆装猫爪,放置安装垫片按拆卸顺序进行
√2、拆汽缸螺栓用加热帮拆除√3、起吊上汽缸均匀顶起5~10mm,四角均匀、前后高度差≤3mm,左右高度差≤5mm
√4、检查汽缸螺栓螺纹光滑完整、无磨损、裂纹、毛刷、测定全部合金钢螺栓硬度M42以上螺栓作超声波探伤
√5、检查喷嘴室喷嘴完整、无损伤、磨损
√6、检查汽缸结合面表面清洁、光滑、无锈蚀、无裂纹、凹沟槽
√7、测量汽缸结合面严密性 自由状态结合面间隙≤0
1m m ,紧1/3螺栓时间隙≤0
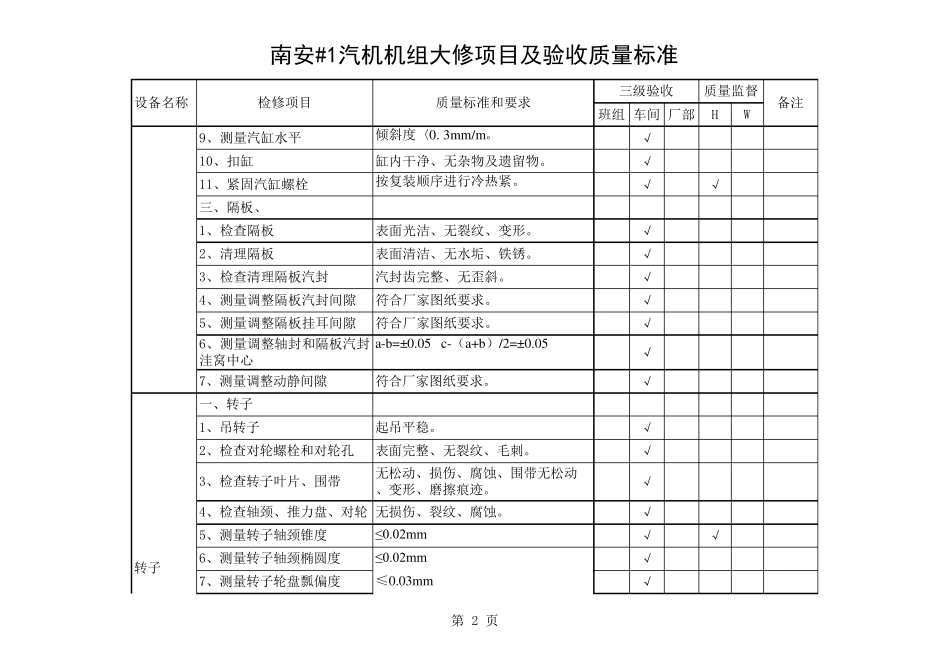
√8、检查清理汽缸固定件√质量标准和要求备注检修项目南安#1汽机机组大修项目及验收质量标准三级验收质量监督设备名称汽缸第 1 页班组车间厂部HW质量标准和要求备注检修项目南安#1汽机机组大修项目及验收质量标准三级验收质量监督设备名称9、测量汽缸水平倾斜度〈0
√10、扣缸缸内干净、无杂物及遗留物
√11、紧固汽缸螺栓按复装顺序进行冷热紧
√√三、隔板、1、检查隔板表面光洁、无裂纹、变形
√2、清理隔板表面清洁、无水垢、铁锈
√3、检查清理隔板汽封汽封齿完整、无歪斜
√4、测量调整隔板汽封间隙符合厂家图纸要求
√5、测量调整隔板挂耳间隙符合厂家图纸要求
√6、测量调整轴封和隔板汽封洼窝中心a-b=±0
05 c-(a+b)/2=±0
05√7、测量调整动静间隙符合厂家图纸要求
√一、转子1、吊转子起吊平稳
√2、检查对轮螺栓和对轮孔表面完整、无裂纹、毛刺
√3、检查转子叶片、围带无松动、损伤、腐蚀、围带无松动、变形、磨擦痕迹
√4、检查轴颈、推力盘、对轮 无损伤、裂纹、腐蚀
√5、测量转子轴颈锥度