FANUCPMC 梯形图1
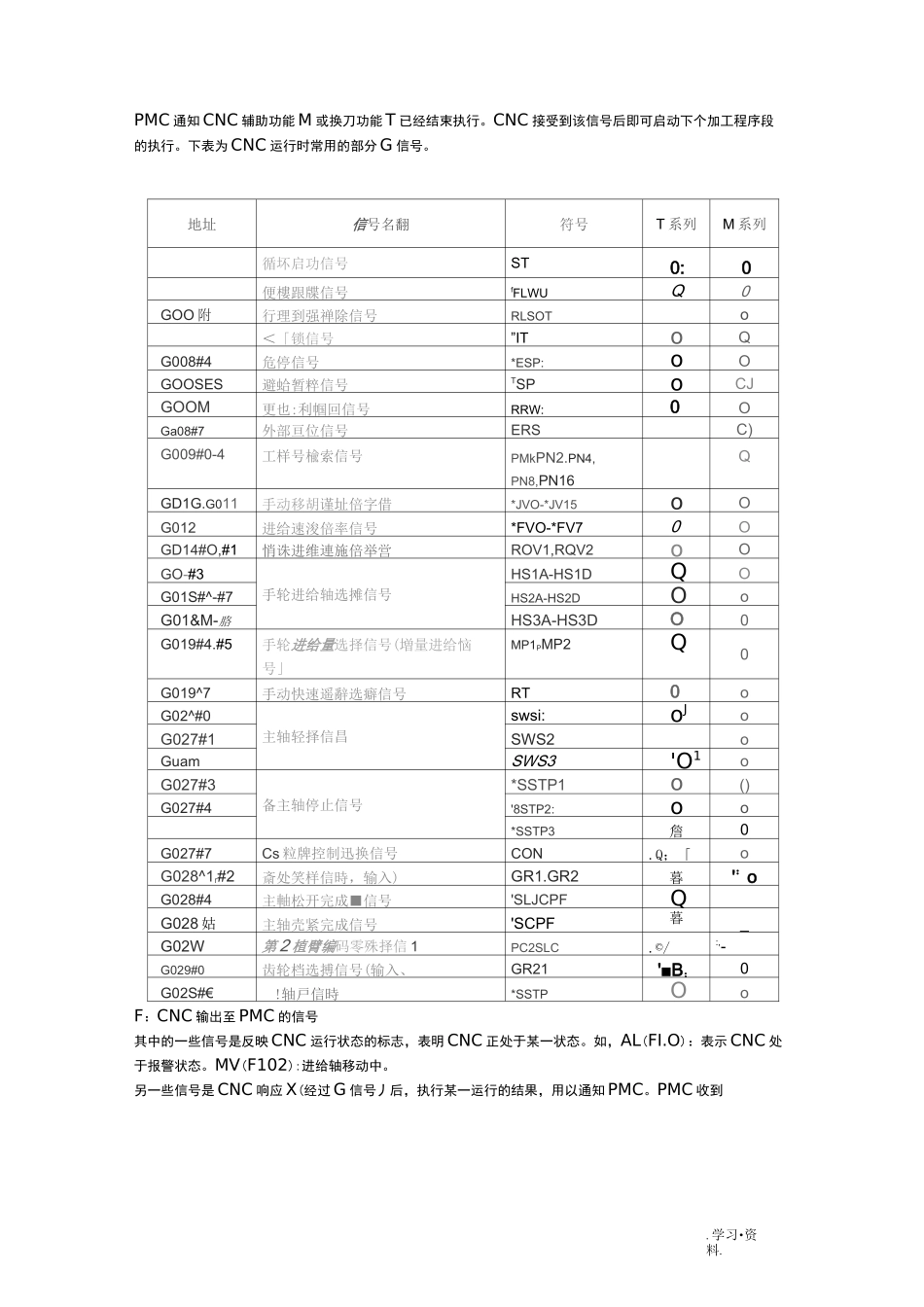
了解 G、F、X、Y 信号的意义G:PMC 输出至 CNC 的信号(CNC 输入丿是 FANUC 公司设计 CNC 时根据机床操作的要求及 CNC 系统本身应具备的功能而设计好的、使 CNC 执行工作的指令
这些信号中有些是启动 CNC 某个动作的子程序
这些子程序是 CNC 控制软件的一部分:根据机床的实际动作设计好的机床的强电控制功能
如:急停信号*ESP(G8
4);自动加工程序启动信号 ST(G7
2);CNC 停止主轴电机的信号*SSTP(G29
工作方式选择信号 MD1/MD2/MD4(G43
0~2)、DNCI(G043#5 丿、ZRN(G043#7 丿等等
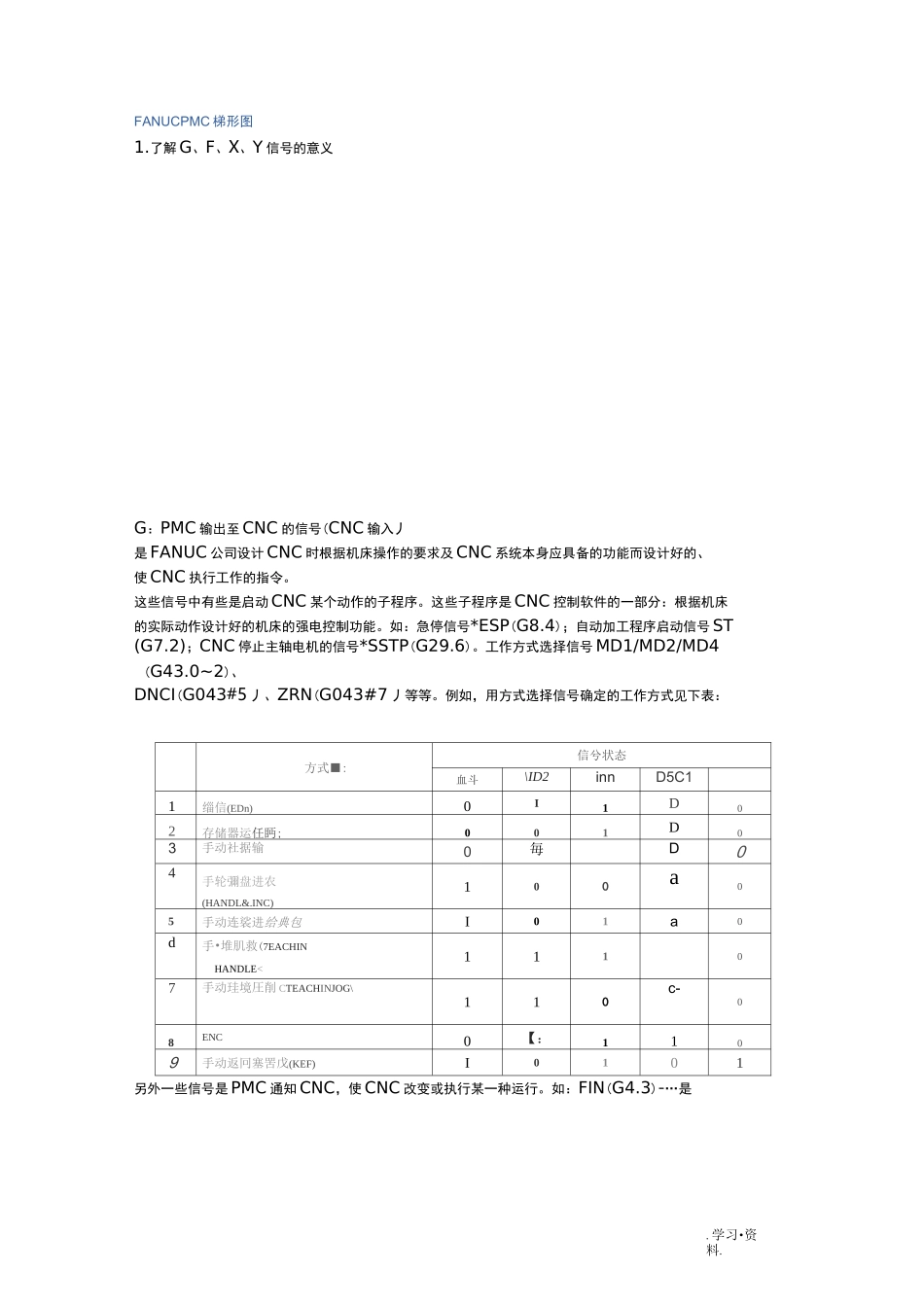
例如,用方式选择信号确定的工作方式见下表:方式■:信兮状态血斗\ID2innD5C11缁信(EDn)0I1D02存储器运任眄;001D03手动社据输0毎D04手轮彌盘进农(HANDL&
INC)100a05手动连裟进给典包I01a0d手•堆肌救(7EACHINHANDLE