《冲压工艺与模具设计》课程设计 说 明 书 设计题目 盒形件首次拉深模设计 系 别 机械工程系 专业班级 机自 Y 091 学生姓名 学 号 200900103017 指导教师 日 期 2012 年 6 月 目录 设计任务 零件工艺分析 1
材料分析 2
结构分析 3
精度分析 工艺方案的确定 零件工艺计算 1
拉伸工艺计算 (1)确定零件修边余量 (2)确定坯料尺寸 (3)判断是否采用压边圈 (4)确定拉深次数 (5)确定各工序件尺寸 (6)确定各工序件高度 2
首次拉伸模工艺计算 (1)首次拉深凸、凹模尺寸计算 (2)拉伸力与压边力 冲压设备的选用 模具零部件结构的确定 1
模架的确定 2
凸模固定板 4
压边圈及卸料装置 7
设置反顶装置 8
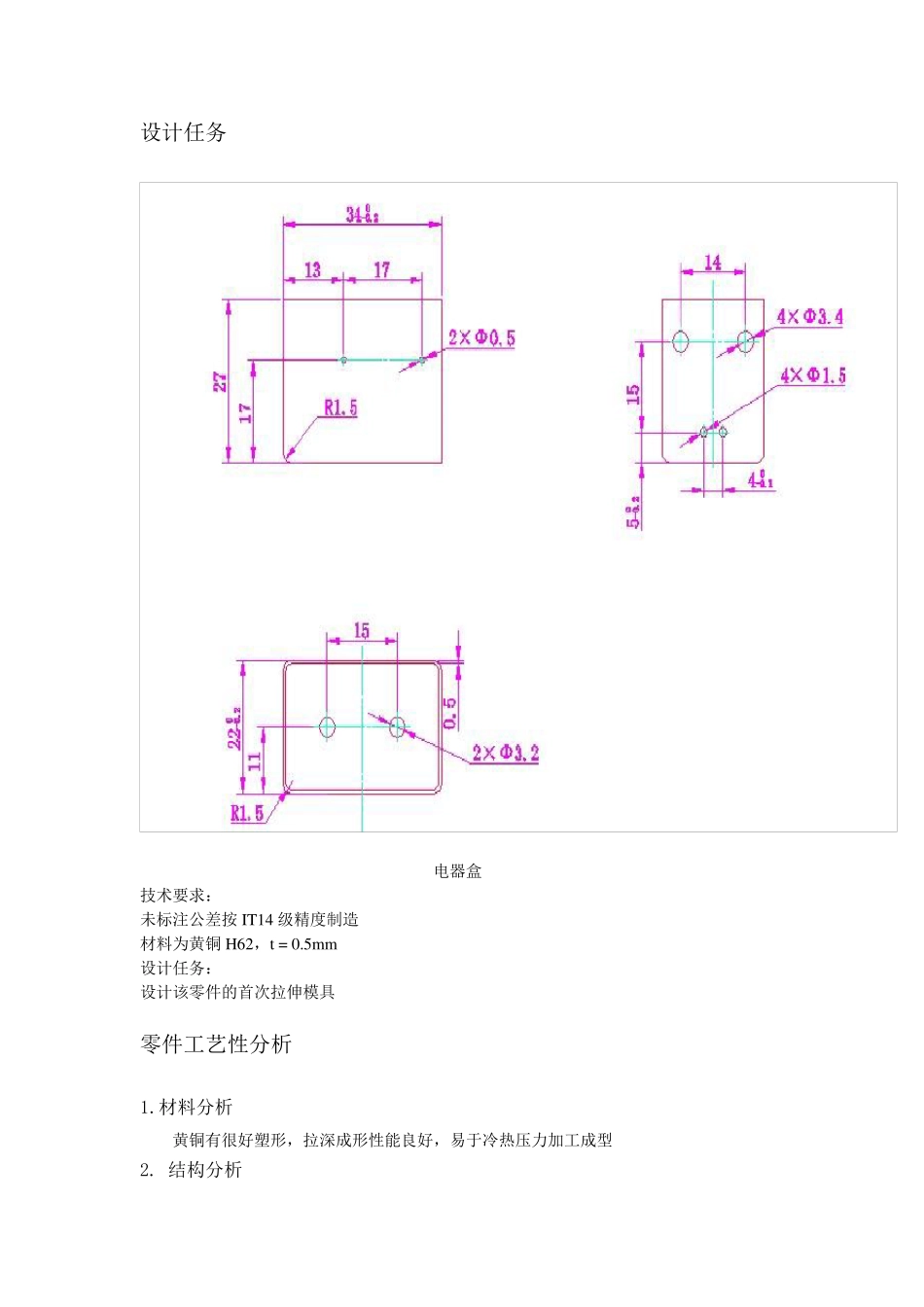
螺钉与销钉 拉深模装配图 凸凹模零件图 设计感想 设计任务 电器盒 技术要求: 未标注公差按IT14 级精度制造 材料为黄铜 H62,t = 0
5mm 设计任务: 设计该零件的首次拉伸模具 零件工艺性分析 1
材料分析 黄铜有很好塑形,拉深成形性能良好,易于冷热压力加工成型 2
结构分析 零件为一无凸缘盒形件,结构简单,底部圆角半径为R1
5,壁间圆角半径也为R1
5,由最终拉伸凸模保证,材料厚度t=0
5,较薄,所以,零件具有良好的结构工艺性
精度分析 盒形件外形尺寸公差为IT12 级,由最后一道拉伸工序保证,侧壁孔中心距尺寸与定位尺寸公差也为IT12 级,由冲孔工序保证 工艺方案的确定 零件的生产包括落料、拉深(需计算确定拉深次数)、冲孔,切边等工序,为了提高生产效率,可以考虑工序的复合,在此为简化模具设计不考虑工序复合
毛坯落料后,经多次拉深成形,由机械加工方法切边保证零件高度,最后对盒形件进行冲孔
零件工艺计算 1