第六节 盒形件的拉深 盒形件属于非轴对称零件,它包括方形盒件,矩形盒件和椭圆形盒件等,根据矩形盒几何形状的特点,可以将其侧壁分为长度是 A-2r 与B-2r 的两对直边部分及四个半径为 的圆角部分(图 4–74)
压变形性质与直壁圆筒件有相同之处亦有不同之处
相同之处是在变形区都是在径向拉应力与切向拉应力的作用下产生拉深变形,而存在着变形区产生的拉应力与传力区的承载能力之间的关系问题
不同之处是盒形件的应力状态和所产生的拉深变形在周边上的分布是不均匀的,由次而引起一系列和圆桶形件成型不同的特点
根据盒形件能否一次拉深成形将盒形件分为两类,凡是能一次拉深成形的盒形件称为低盒形件;凡是需经多次拉深才能成形的盒形件称为高盒形件
两类盒形件拉深时的变形特点是有差别的,因此工艺过程设计和模具设计中需要解决的问题和方法也不尽相同
一、盒形件的拉深 1
变形特点 1)盒形件一次拉深成形时,零件表面网络格发生了明显变化(图 4–74),由此表明凸缘变形区直边部分发生了横向压缩变形,使圆角处的应变强化得到 缓 和,从 而降 低了圆角部分传力区的轴向拉应力,相对提 高了传力区的承载能力
2)盒形件拉深时,凸缘变形区圆角处的拉深阻 力大 于直边的拉深阻 力圆角处的变形过程度大 于直边处的变形程度
因此,变形区内 金 属质点的位 移 量 直边处大 于圆角处,导 致 了这 两处的位 移 速 度的不同,而毛 坯 的这 两部分又 是联 系在一起的整 体 ,变形时必 然 相互 牵 制 ,这 种 位 移 速 度差会 引起剪 切力,这 种 剪 切力称为位 移 速 度诱 发剪 应力
虽 然 ,诱 发剪 切力在两处交 界 面达 到 最 大 值 ,并 由此向直径和圆角处的中心 线 逐 渐 减小
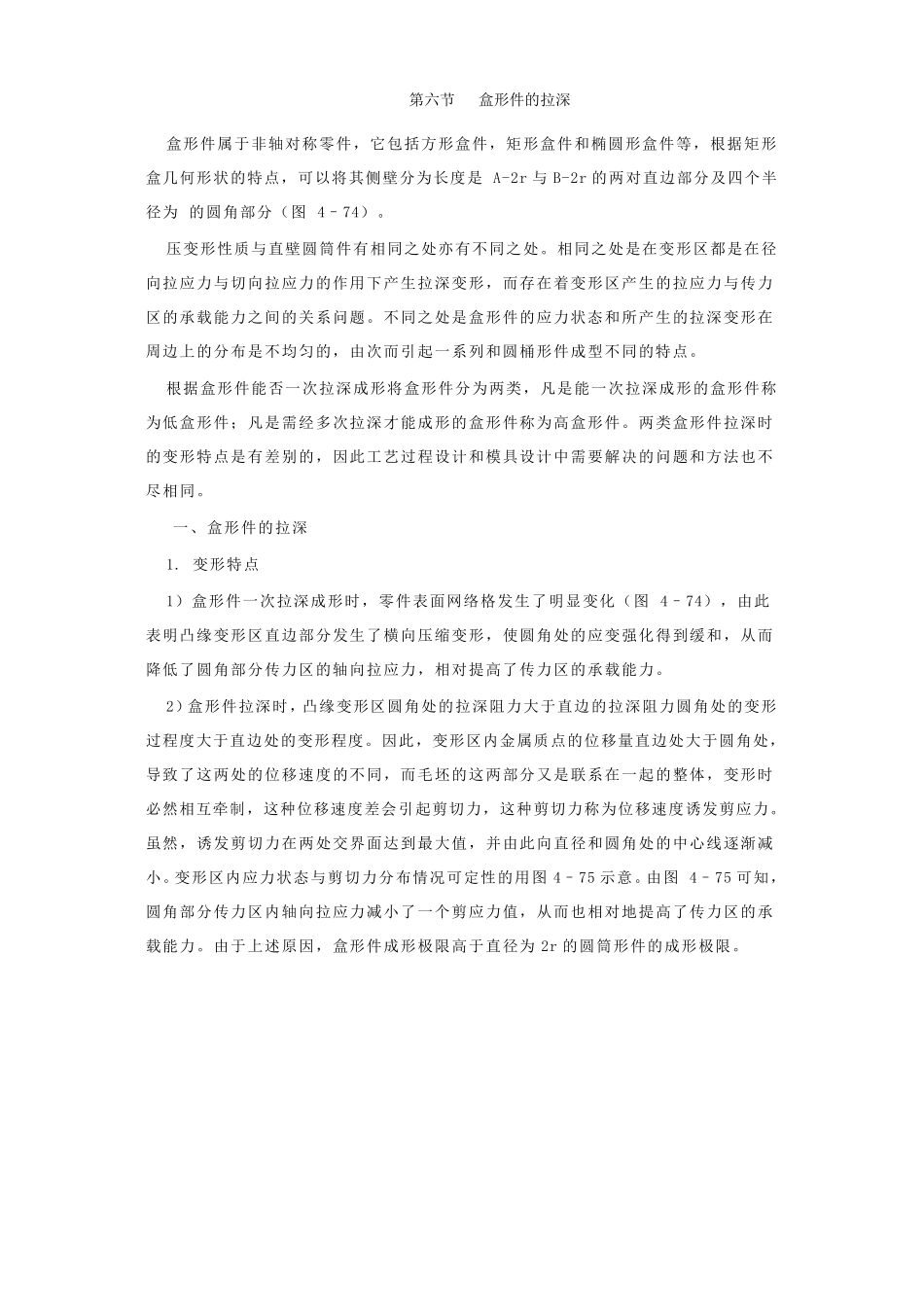
变形区内 应力状态与剪 切力分布情 况 可定 性的用图4–75 示 意
由图 4–75 可知 ,圆角部分传力