10 带料连续拉深模设计本章内容:带料级进拉深设计计算方法,包括拉深系数的确定、拉深高度的确定、拉深的工序计算、模具结构设计、压料元件和弹料元件的设计计算及模具结构设计
本章难点:工艺计算和模具结构
1 带 料 连 续 拉 深 设 计 方 法带料连续拉深——在带状毛坯上,先在前边每一工位上实施一道拉深工序,拉深完后,再进行冲孔、翻边、弯曲或校形等多种其他工序加工,最后是落料,从而得到所要求的制件冲压方法
生产率高,不能中间退火,适用于大批量及自动化连续生产
分为整体带料连续拉深和带料切口连续拉深
1 整 体 带 料 连 续 拉 深 特点:相邻两个拉深部位之间的材料流动互相影响,材料变形困难
用这种方法加工的制件应满足以下条件:≥ < <——材料厚度; ——制件内径;——制件凸缘直径;——制件高度
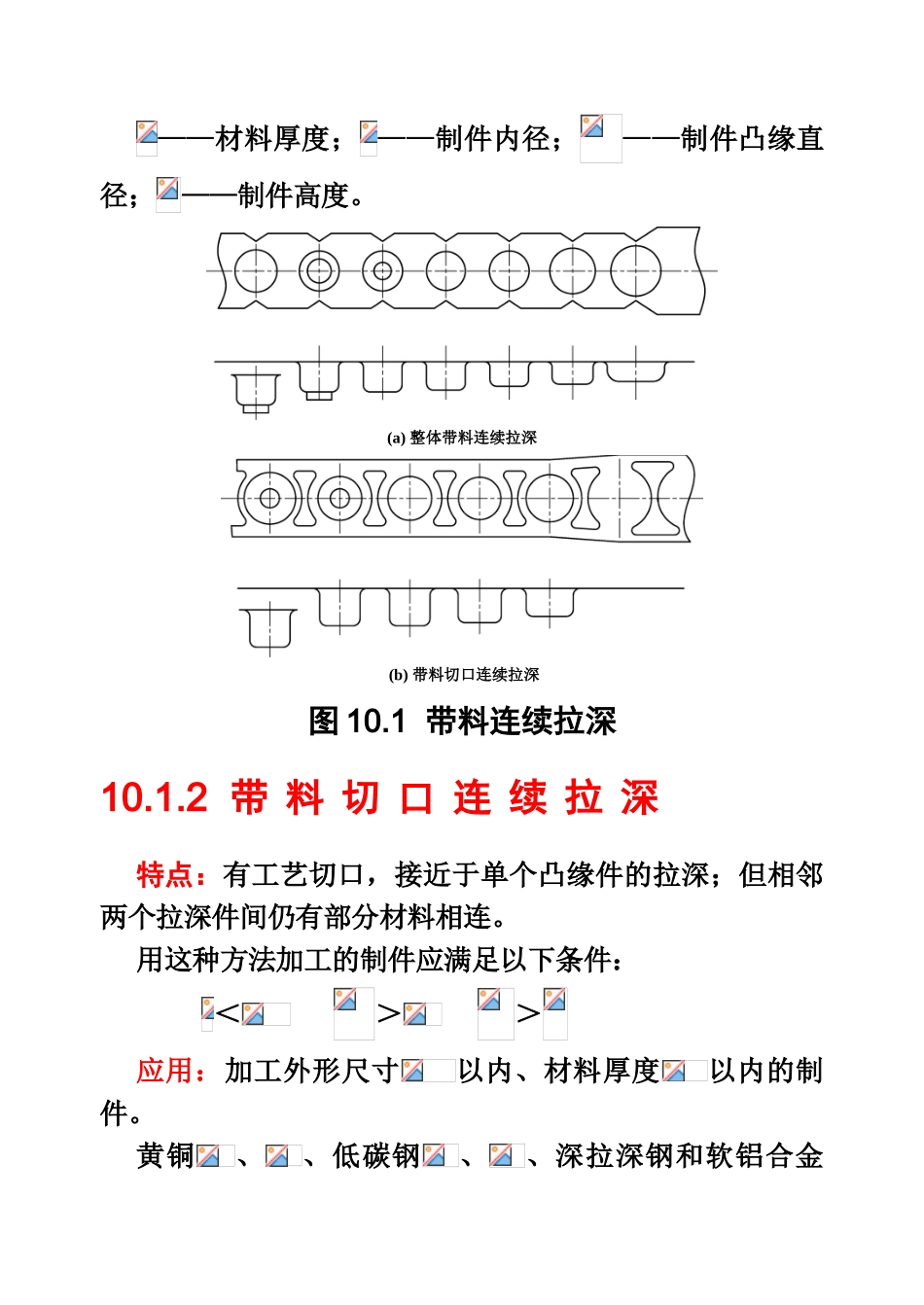
(a) 整体带料连续拉深 (b) 带料切口连续拉深图 10
1 带料连续拉深10
2 带 料 切 口 连 续 拉 深特点:有工艺切口,接近于单个凸缘件的拉深;但相邻两个拉深件间仍有部分材料相连
用这种方法加工的制件应满足以下条件:< > >应用:加工外形尺寸以内、材料厚度以内的制件
黄铜、、低碳钢、、深拉深钢和软铝合金3A21 等
2 带 料 连 续 拉 深 的 计 算10
1 带 料 连 续 拉 深 的 工 艺 计算1
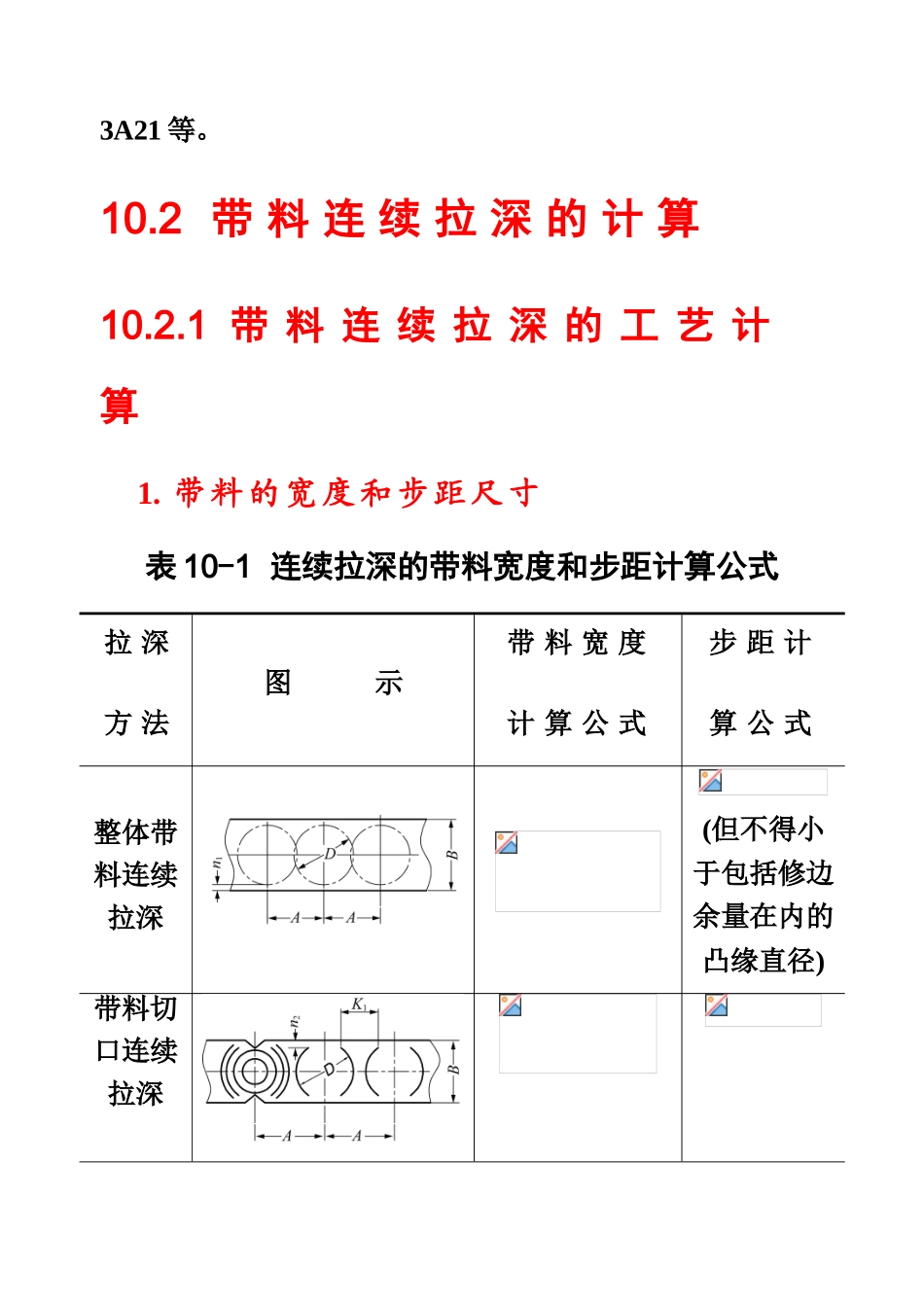
带 料 的 宽 度 和 步 距 尺 寸表 10-1 连续拉深的带料宽度和步距计算公式拉 深方 法图 示带 料 宽 度计 算 公 式步 距 计算 公 式整体带料连续拉深(但不得小于包括修边余量在内的凸缘直径)带料切口连续拉深——带料送进步距; ——带料宽度;——修边余量(见表 10-2);——毛坯的计算直径(与一般带凸缘筒形件毛坯计算相同);——包括修边余量的毛坯直径;——侧面搭边宽度(见表 10-3);——相邻切口间搭边宽度或冲槽最