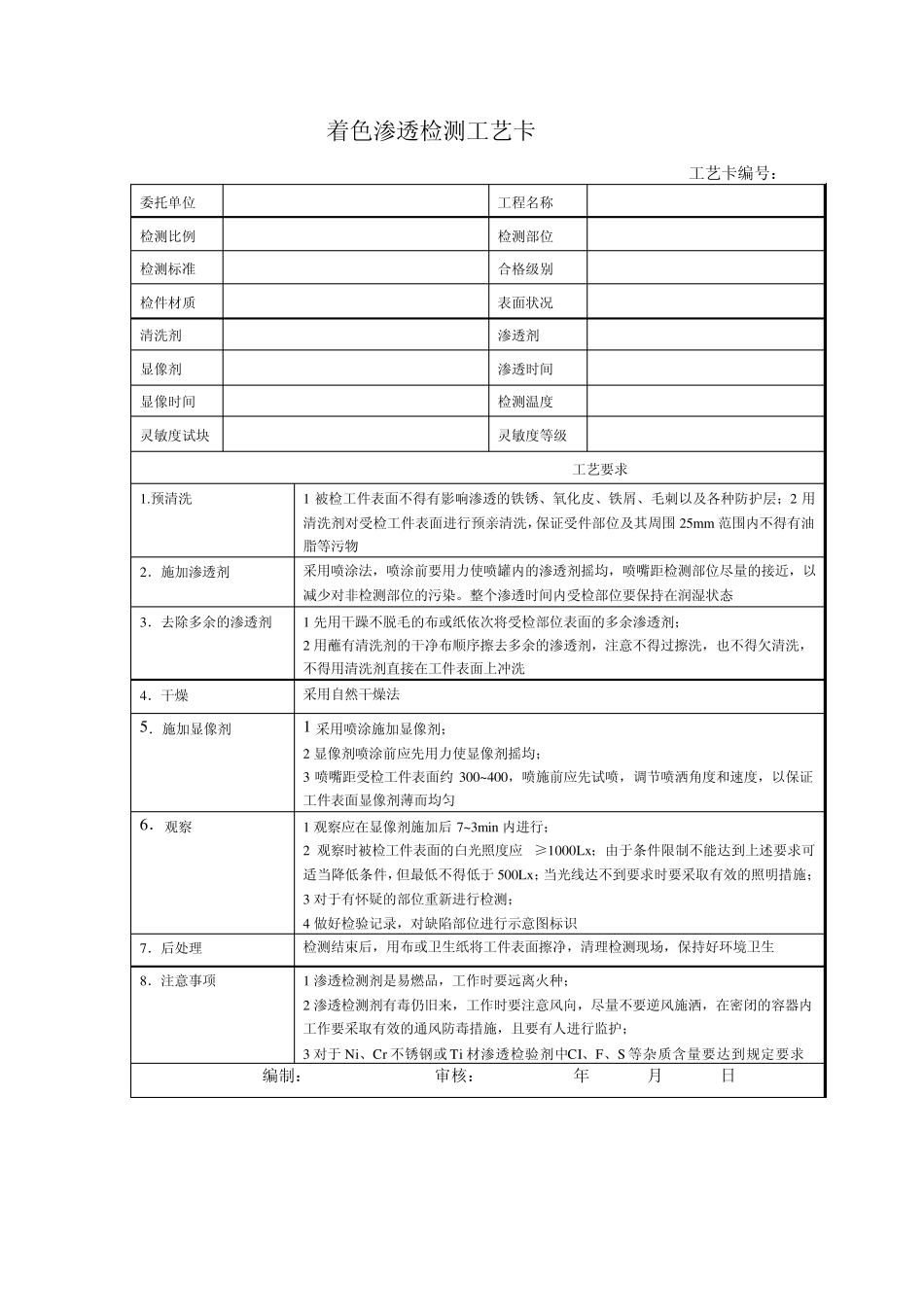
着色渗透检测工艺卡 工艺卡编号: 委托单位 工程名称 检测比例 检测部位 检测标准 合格级别 检件材质 表面状况 清洗剂 渗透剂 显像剂 渗透时间 显像时间 检测温度 灵敏度试块 灵敏度等级 工艺要求 1
预清洗 1 被检工件表面不得有影响渗透的铁锈、氧化皮、铁屑、毛刺以及各种防护层;2 用清洗剂对受检工件表面进行预亲清洗,保证受件部位及其周围 25mm 范围内不得有油脂等污物 2.施加渗透剂 采用喷涂法,喷涂前要用力使喷罐内的渗透剂摇均,喷嘴距检测部位尽量的接近,以减少对非检测部位的污染
整个渗透时间内受检部位要保持在润湿状态 3.去除多余的渗透剂 1 先用干躁不脱毛的布或纸依次将受检部位表面的多余渗透剂; 2 用蘸有清洗剂的干净布顺序擦去多余的渗透剂,注意不得过擦洗,也不得欠清洗,不得用清洗剂直接在工件表面上冲洗 4.干燥 采用自然干燥法 5.施加显像剂 1 采用喷涂施加显像剂; 2 显像剂喷涂前应先用力使显像剂摇均; 3 喷嘴距受检工件表面约300~400,喷施前应先试喷,调节喷洒角度和速度,以保证工件表面显像剂薄而均匀 6.观察 1 观察应在显像剂施加后7~3min 内进行; 2 观察时被检工件表面的白光照度应 ≥1000Lx;由于条件限制不能达到上述要求可适当降低条件,但最低不得低于 500Lx;当光线达不到要求时要采取有效的照明措施; 3 对于有怀疑的部位重新进行检测; 4 做好检验记录,对缺陷部位进行示意图标识 7.后处理 检测结束后,用布或卫生纸将工件表面擦净,清理检测现场,保持好环境卫生 8.注意事项 1 渗透检测剂是易燃品,工作时要远离火种; 2 渗透检测剂有毒仍旧来,工作时要注意风向,尽量不要逆风施洒,在密闭的容器内工作要采取有效的通风防毒措施,且要有人进行监护; 3 对于 Ni、Cr 不锈钢或Ti 材渗透检验剂中CI、F、S 等杂质含量要达到规定要求