1 硫化工艺过程控制 一、硫化基本概念和工艺要素 硫化是橡胶制品生产的最后一个工艺过程
在这个过程中,胶料中的生胶与硫化剂发生化学发应,由线型结构的大分子交联成为立体的网状结构的大分子,使塑性状态的橡胶转变为弹性状态的橡胶制品,从而获得完善的物理性能和机械性能和化学性能,成为有使用价值的高分子材料
在工业生产中,这种交联反应是在一定温度,时间和压力条件下完成的,这些条件称为硫化条件
1、 橡胶的硫化反应过程 诱导阶段,交联反应阶段,网状形成阶段
2、 硫化历程图 烧焦阶段,热硫化阶段,平坦硫化阶段,过硫化阶段 3、 硫化压力 一般橡胶制品在硫化时要施以压力,目的在于: 1) 防止制品在硫化过程产生气泡,提高胶料的致密性
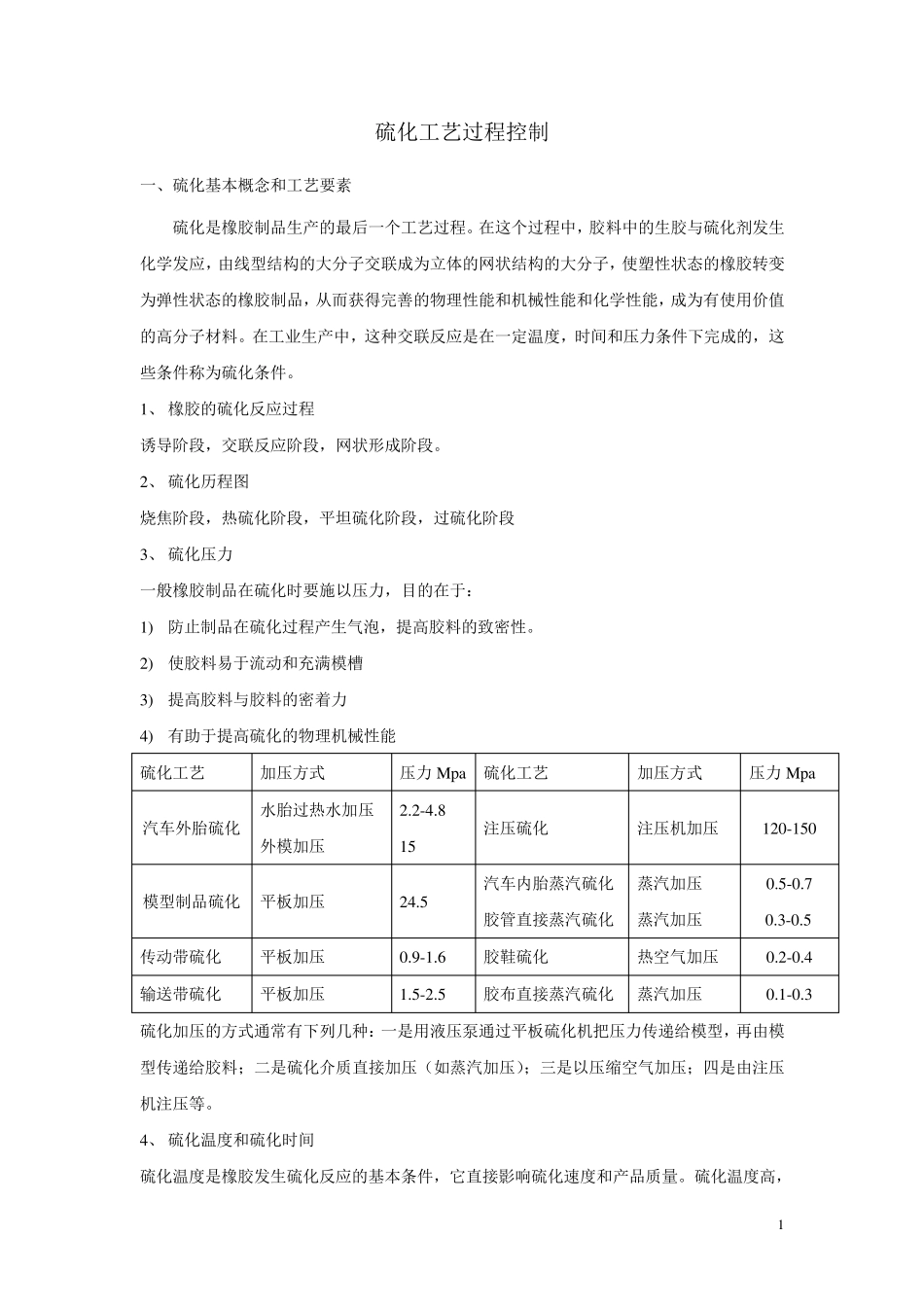
2) 使胶料易于流动和充满模槽 3) 提高胶料与胶料的密着力 4) 有助于提高硫化的物理机械性能 硫化工艺 加压方式 压力 Mpa 硫化工艺 加压方式 压力 Mpa 汽车外胎硫化 水胎过热水加压 外模加压 2
8 15 注压硫化 注压机加压 120-150 模型制品硫化 平板加压 24
5 汽车内胎蒸汽硫化 胶管直接蒸汽硫化 蒸汽加压 蒸汽加压 0
5 传动带硫化 平板加压 0
6 胶鞋硫化 热空气加压 0
4 输送带硫化 平板加压 1
5 胶布直接蒸汽硫化 蒸汽加压 0
3 硫化加压的方式通常有下列几种:一是用液压泵通过平板硫化机把压力传递给模型,再由模型传递给胶料;二是硫化介质直接加压(如蒸汽加压);三是以压缩空气加压;四是由注压机注压等
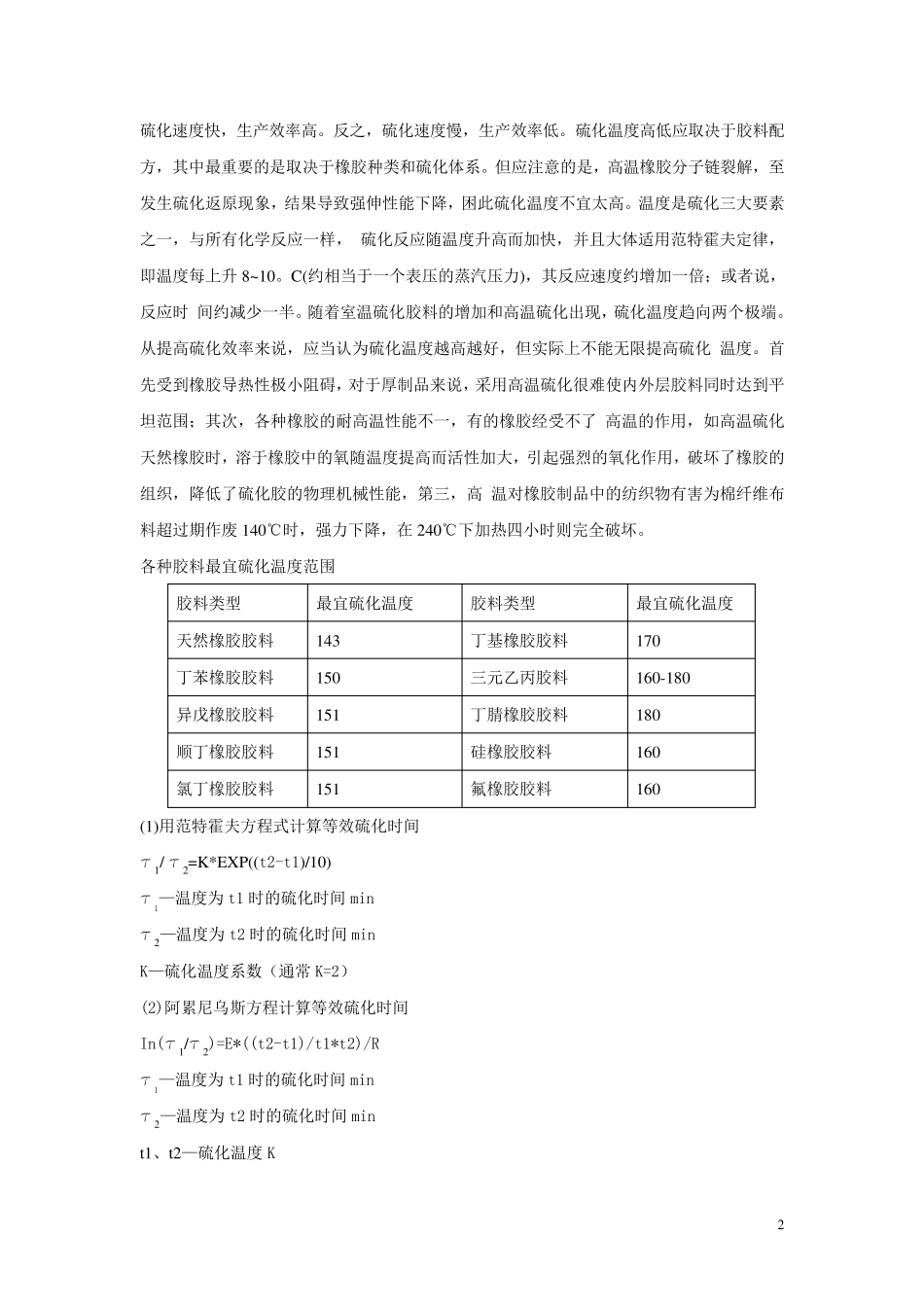
4、 硫化温度和硫化时间 硫化温度是橡胶发生硫化反应的基本条件,它直接影响硫化速度和产品质量
硫化温度高, 2 硫 化 速 度 快 , 生 产 效 率 高
反 之 , 硫 化 速 度 慢 , 生 产 效 率 低
硫 化 温 度 高 低 应