液压支架立柱及千斤顶检修工艺 一.目的 该工艺严格按照《煤矿机电设备检修质量标准》要求制定,并参照MT97-92《液压支架千斤顶技术条件》,MT313-92《液压支架立柱技术条件》,MT312-2000《液压支架通用技术条件》,MT419-1995《液压支架用阀》等标准,达到生产矿井液压支架对立柱、千斤顶技术要求,规范检修操作过程,提高检修支架效率
适用范围: 适用于新疆目前使用各种规格、型号液压支架立柱、千斤顶的检修
工作职责: 3
1 公司所有人员均有参与该工艺制定的建议权,使该工艺广泛吸取集体智慧,确保该工艺的适用性及有效性
2 该工艺经公司领导批准后,公司从事支架检修人员、管理人员应严格执行此工艺; 3
3 为了保证此工艺的先进性、科学性、适宜性,应根据新技术、新材料、新方法及中心生产发展、生产设备检验、试验设备配置、工装配置,对该工艺进行定期的修改、补充及完善
立柱检修工艺 1 液压支架立柱的结构及零部件概述 1
1 液压支架立柱主要有四种形式:1)单伸缩双作用立柱,2)单伸缩双作用带机械加长杆立柱,3)双伸缩双作用立柱,4)三伸缩双作用立柱
2 立柱的主要组件及零部件 立柱主要由活柱组件、缸体部件、缸体导向套组件、加长杆组件及二级缸体底阀等组成
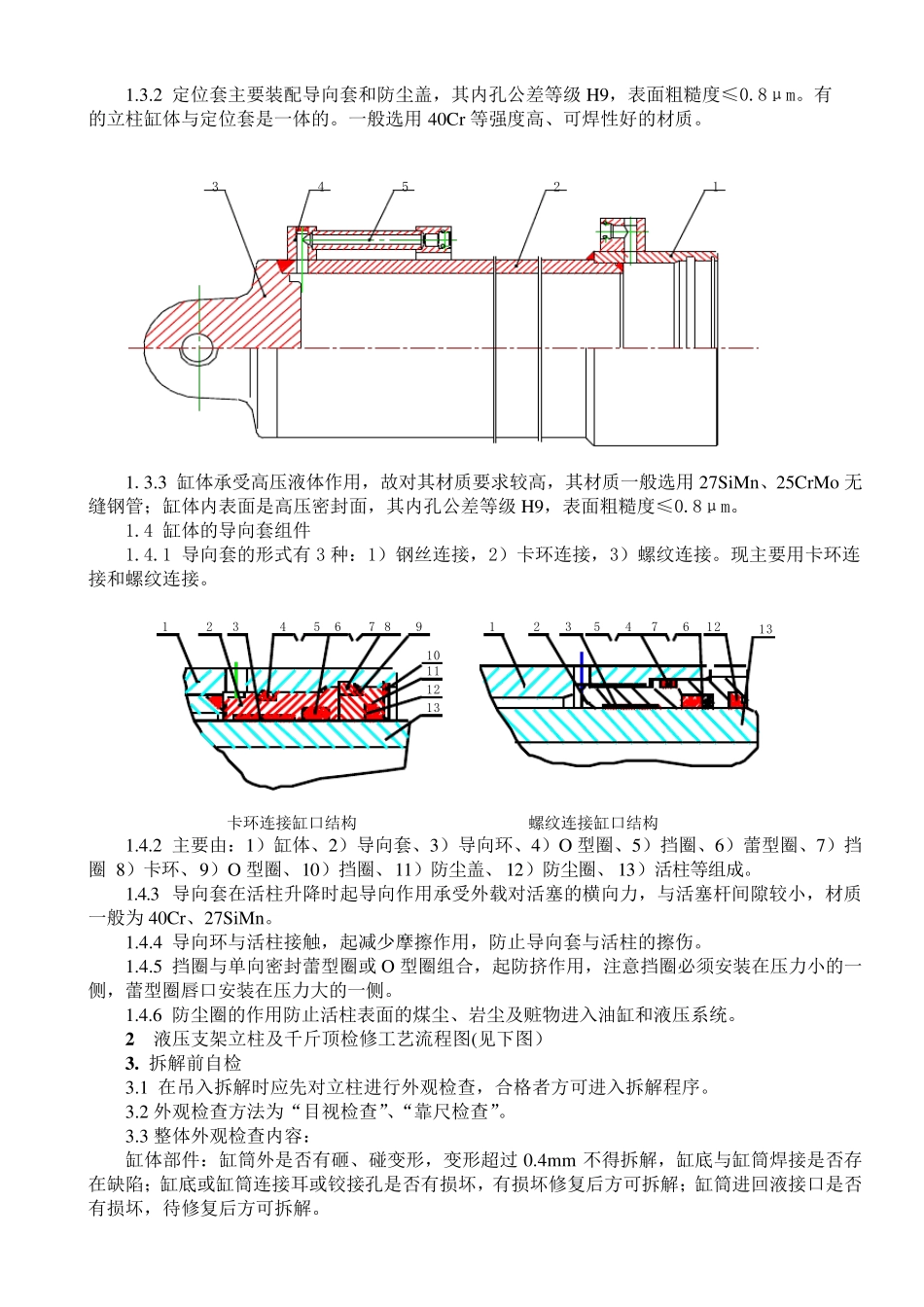
1 活柱组件 34567821 1
2 主要由:1)柱头、2)柱管、3)柱塞、4)鼓型圈、5)活塞导向环、6)支撑环、7)卡箍、8)外卡键柱组成
3 头一般选用35#钢等强度高、可焊性好的材质;柱管选用高强度无缝钢管,可 焊性好的材质,如:27SiMn、25CrMo;柱塞选用40Cr材质;鼓型圈一般选用聚氨脂;活塞导向环选用聚甲醛;支撑环一般选用45#钢;卡箍选用聚甲醛;外卡键一般选用45#钢
4 活塞导向环与鼓型圈或山形圈配合,起导向、减少摩擦和防挤作