、 液压支架立柱、千斤顶 检 验 规 程 文件编号:TMJZ-26-021 编制:钟军、马长军、高明霞、王博 审核: 日期: 批准: 日期: 铁法煤业集团机械制造有限责任公司 立 柱 、 千 斤 顶 检 验 规 程 1 范 围 本 规 程 规 定 了 液 压 支 架 立 柱 、 千 斤 顶 制 造 质 量 及 检 验 规 程
本 标 准 适 用 于 以 乳 化 液 为 工 作 介 质 的 矿 用 液 压 支 架 立 柱 、 千 斤 顶
2 引 用 标 准 GB25974
2-2010 煤 矿 用 液 压 支 架 第 二 部 分 立 柱 和 千 斤 顶 技 术 条 件 3 原 材 料 按 照 “ 机 械 公 司 液 压 支 架 用 材 料 、 采 购 件 检 验 规 程 ” TMJZ-26-019 执 行
4 零 部 件 及 工 序 检 验 要 求 4
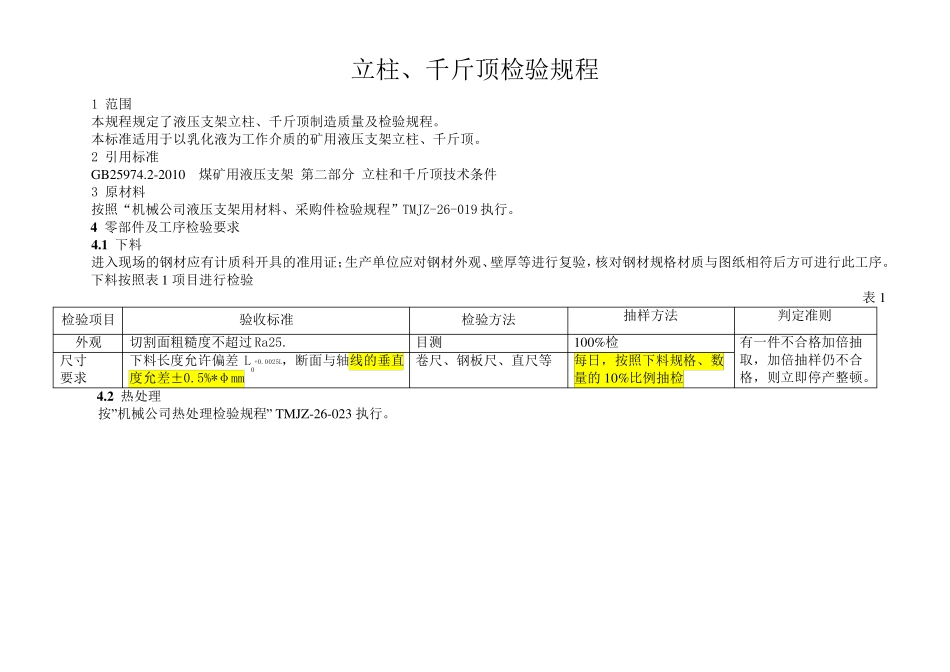
1 下 料 进 入 现 场 的 钢 材 应 有 计 质 科 开 具 的 准 用 证 ;生 产 单 位 应 对 钢 材 外 观 、壁 厚 等 进 行 复 验 , 核 对 钢 材 规 格 材 质 与 图 纸 相 符 后 方 可 进 行 此 工 序
下 料 按 照 表 1 项 目 进 行 检 验 表 1 检 验 项 目 验 收 标 准 检 验 方 法 抽 样 方 法 判 定 准 则 外 观 切 割 面 粗 糙 度 不 超 过 Ra25
目 测 100%检 有 一 件 不 合 格 加 倍抽取, 加 倍抽 样 仍不 合格 , 则 立 即停产 整顿
尺寸 要 求 下 料 长度 允许偏差L0+0
0025L, 断面 与 轴线的 垂直度 允差±0
5%*φmm 卷尺、 钢 板尺、 直尺等 每日, 按 照 下 料 规 格 、 数量 的 10%比例抽 检 4
2 热处理 按 ”机 械 公 司 热处理检 验 规 程 ” TM