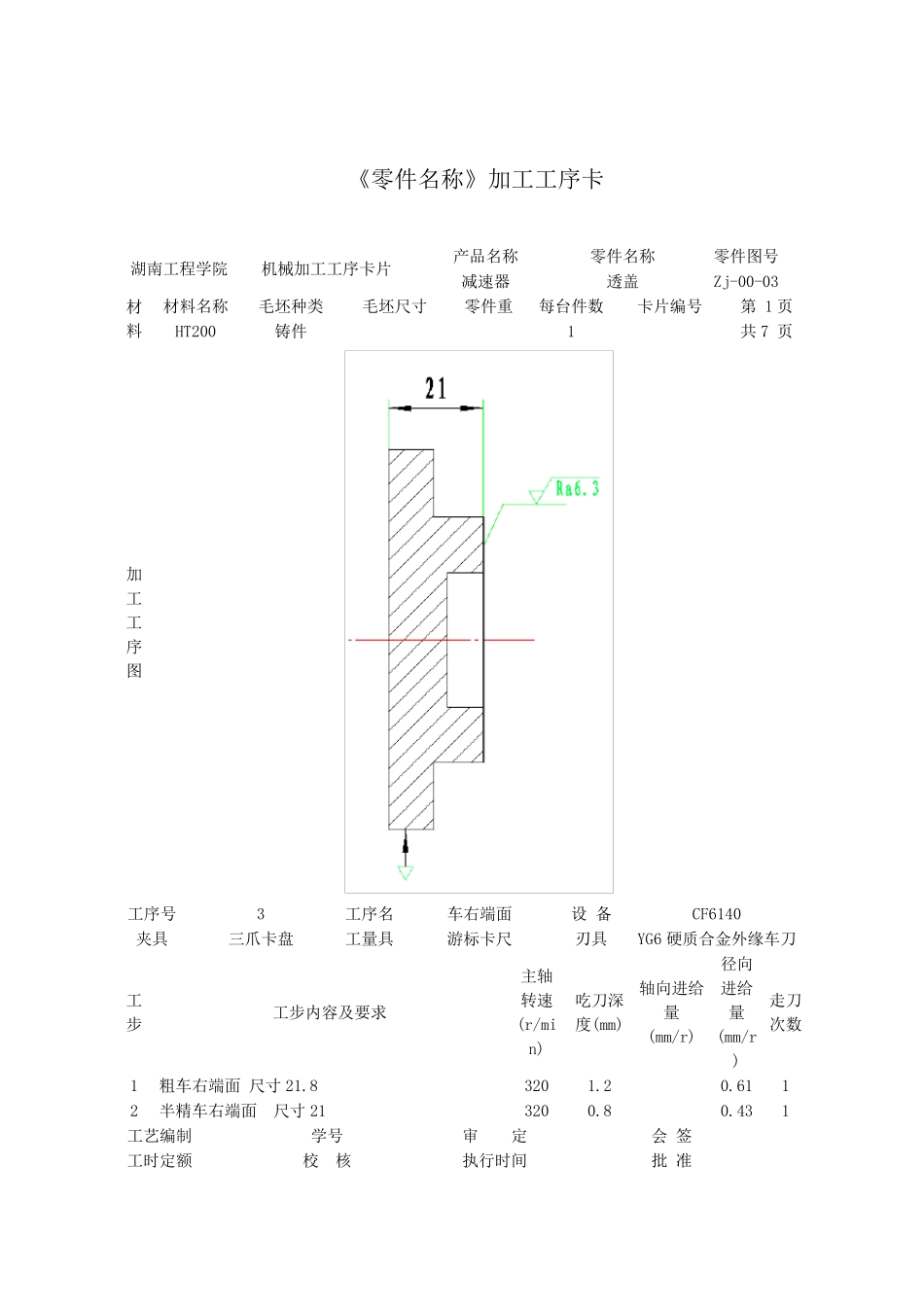
《零件名称》加工工序卡 湖南工程学院 机械加工工序卡片 产品名称 零件名称 零件图号 减速器 透盖 Zj-00-03 材料 材料名称 毛坯种类 毛坯尺寸 零件重 每台件数 卡片编号 第 1 页 HT200 铸件 1 共 7 页 加工工序图 工序号 3 工序名 车右端面 设 备 CF6140 夹具 三爪卡盘 工量具 游标卡尺 刃具 YG6 硬质合金外缘车刀 工步 工步内容及要求 主轴 转速(r/min) 吃刀深度(mm) 轴向进给量 (mm/r) 径向进给量(mm/r) 走刀 次数 1 粗车右端面 尺寸 21
8 320 1
61 1 2 半精车右端面 尺寸 21 320 0
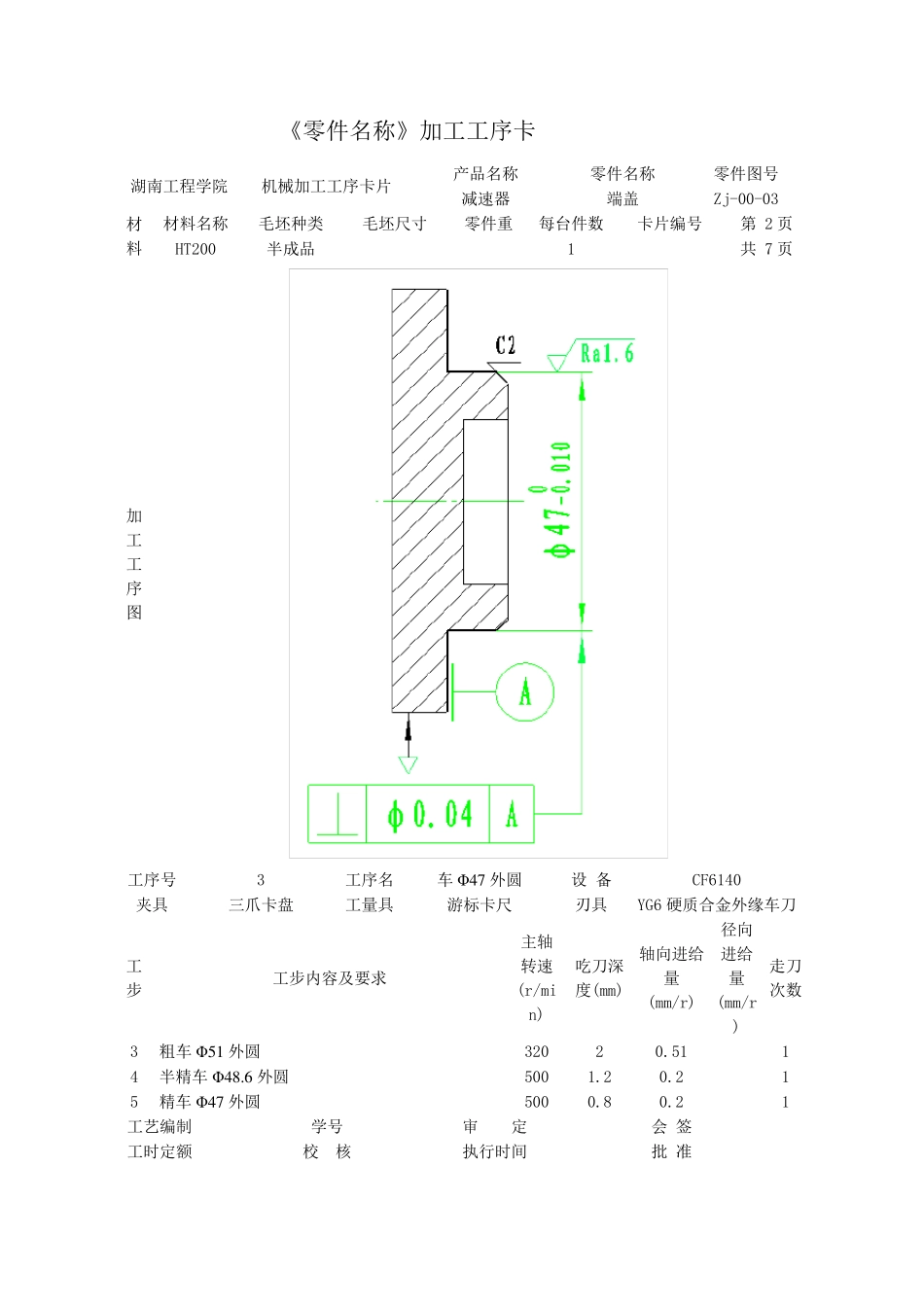
43 1 工艺编制 学号 审 定 会 签 工时定额 校 核 执行时间 批 准 《零件名称》加工工序卡 湖南工程学院 机械加工工序卡片 产品名称 零件名称 零件图号 减速器 端盖 Zj-00-03 材料 材料名称 毛坯种类 毛坯尺寸 零件重 每台件数 卡片编号 第 2 页 HT200 半成品 1 共 7 页 加工工序图 工序号 3 工序名 车 Φ4 7 外圆 设 备 CF6140 夹具 三爪卡盘 工量具 游标卡尺 刃具 YG6 硬质合金外缘车刀 工步 工步内容及要求 主轴 转速(r/min) 吃刀深度(mm) 轴向进给量 (mm/r) 径向进给量(mm/r) 走刀 次数 3 粗车 Φ5 1 外圆 320 2 0
51 1 4 半精车 Φ4 8
6 外圆 500 1
2 1 5 精车 Φ4 7 外圆 500 0
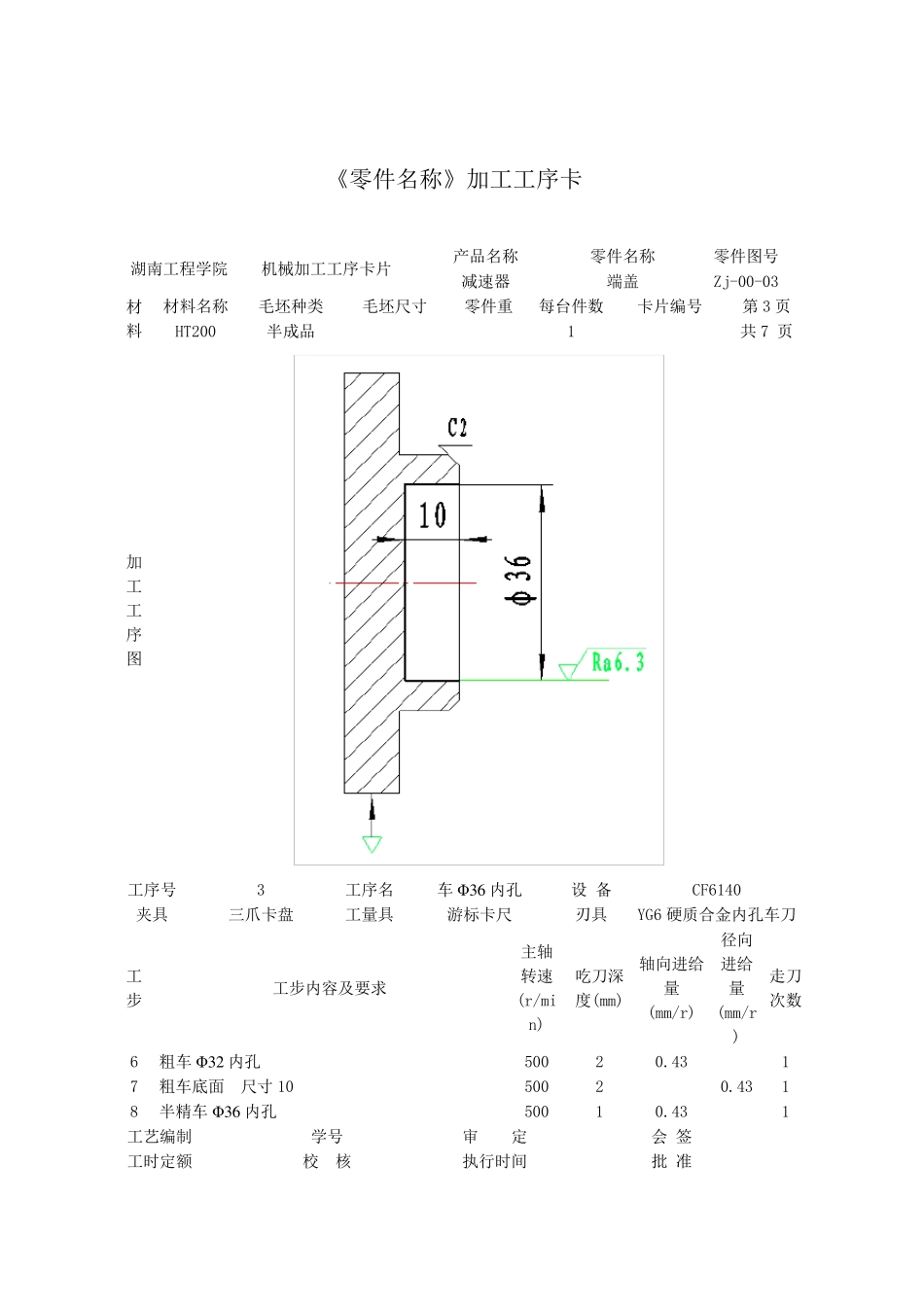
2 1 工艺编制 学号 审 定 会 签 工时定额 校 核 执行时间 批 准 《零件名称》加工工序卡 湖南工程学院 机械加工工序卡片 产品名称 零件名称 零件图号 减速器 端盖 Zj-00-03 材料 材料名称 毛坯种类 毛坯尺寸 零件重 每台件数 卡片编号 第 3