第 1 讲 板形控制的基本理论 板形是带钢产品的主要质量指标之一
良好的板形不仅是带钢用户的永恒要求,也是生产过程中保证带钢在各条连续生产线上顺利通行的需要
因此,解决产品板形问题、提高实物板形质量始终是板带生产中重点关注和孜孜以求的目标之一
与此相对应,关于板形理论和板形技术的研究在近几十年一直都是本领域中的热点课题,并且取得了长足的进步
目前,关于板形理论和板形技术的研究仍呈蓬勃向前的发展态势
1 板形的概念 1
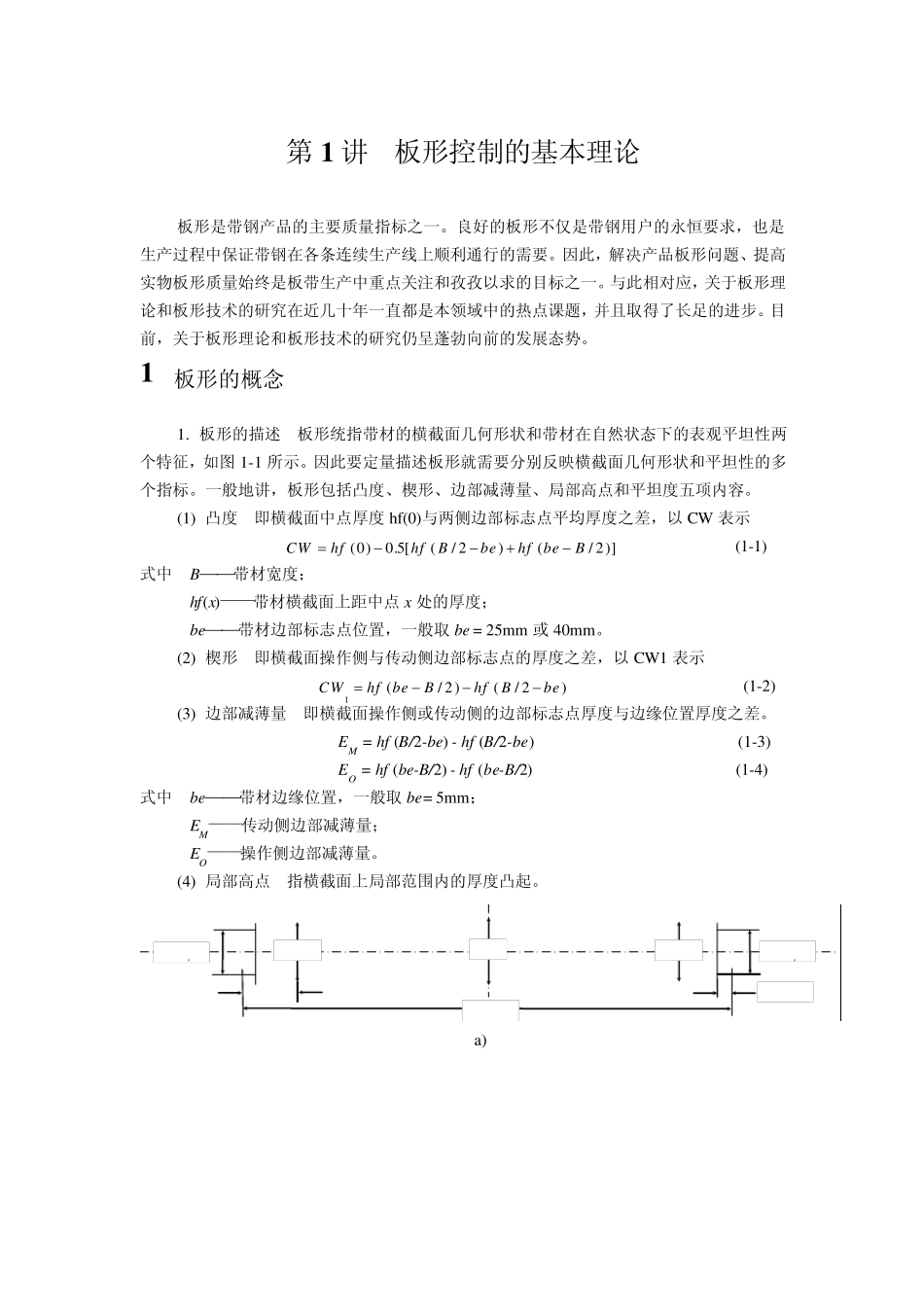
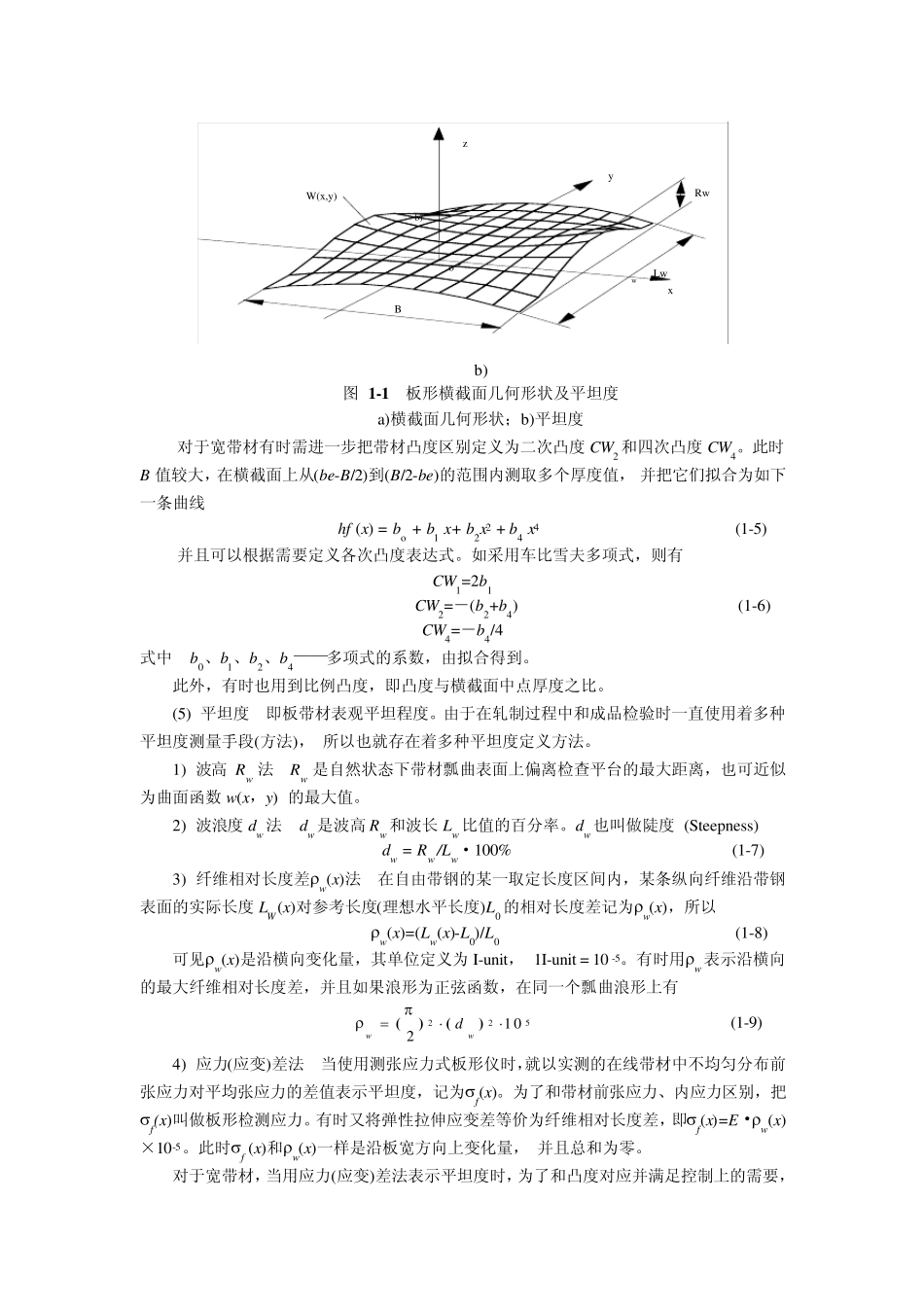
板形的描述 板形统指带材的横截面几何形状和带材在自然状态下的表观平坦性两个特征,如图1-1 所示
因此要定量描述板形就需要分别反映横截面几何形状和平坦性的多个指标
一般地讲,板形包括凸度、楔形、边部减薄量、局部高点和平坦度五项内容
(1) 凸度 即横截面中点厚度hf(0)与两侧边部标志点平均厚度之差,以 CW 表示 CWhfhfBbehfbeB( )
[(/)(/ )]00 522 (1-1) 式中 B 带材宽度; hf(x)——带材横截面上距中点 x 处的厚度; be 带材边部标志点位置,一般取 be = 25m m 或 40m m
(2) 楔形 即横截面操作侧与传动侧边部标志点的厚度之差,以 CW1 表示 CWhfbeBhfBbe122(/ )(/) (1-2) (3) 边部减薄量 即横截面操作侧或传动侧的边部标志点厚度与边缘位置厚度之差
EM = hf (B/2-be) - hf (B/2-be) (1-3) EO = hf (be-B/2) - hf (be-B/2) (1-4) 式中 be 带材边缘位置,一般取 be= 5m m ; EM——传动侧边部减薄量; EO——操作侧边部减薄量
(4) 局部高点 指横截面上局部范围内的厚度凸起
a) hc heo’ hed’ hed heo e2 BW e