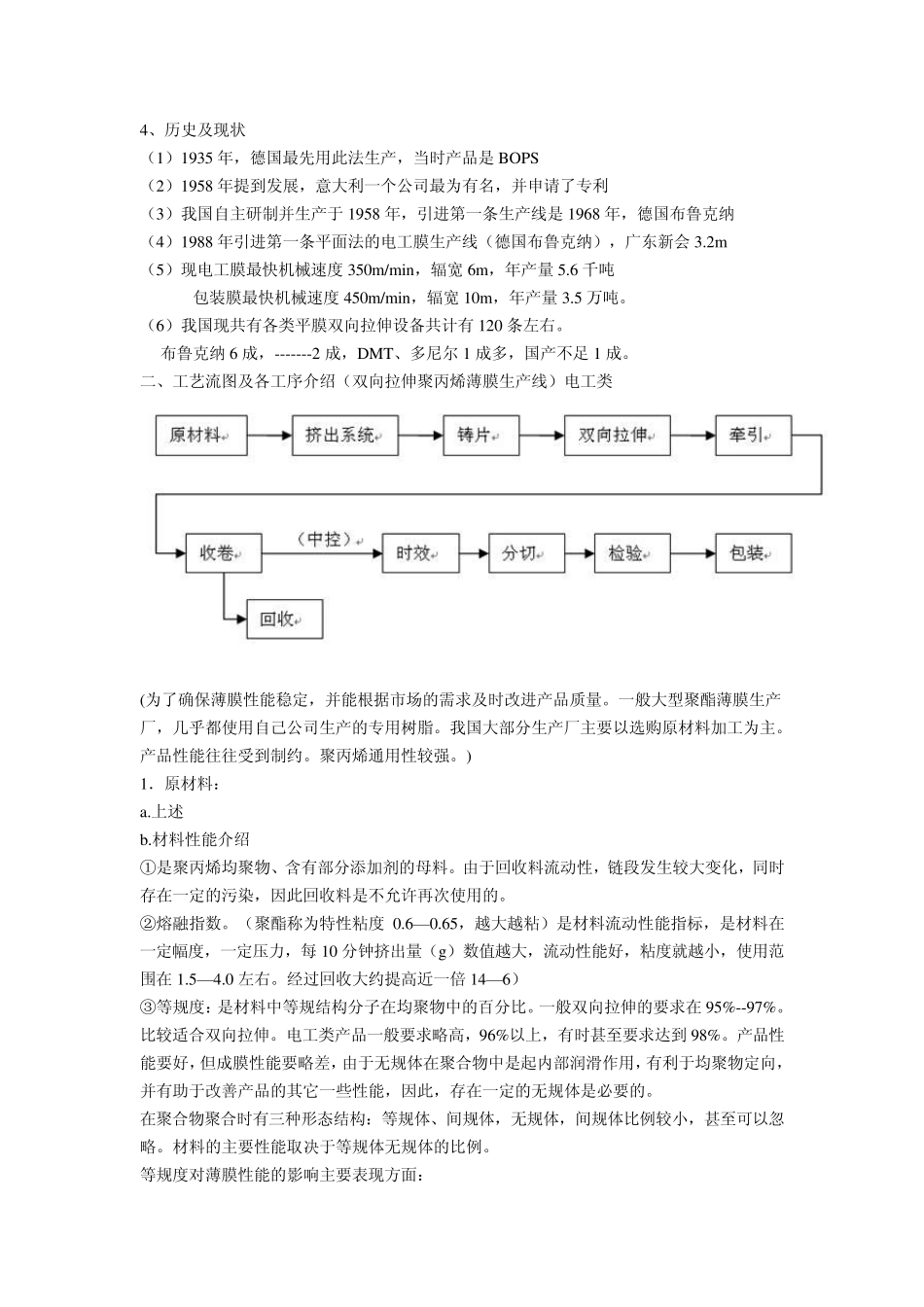
聚丙烯产品设备、工艺基础知识 单层平面挤出-拉伸塑料薄膜生产工艺流程图 双向拉伸聚丙烯膜产品设备、工艺基本知识培训 一、含义等基本概念性介绍 1、含义:就是产品经过两个垂直方向进行拉伸
这种方法可以是管膜拉伸法,也可以使用平面双向拉伸法生产
管膜法是在吹塑泡管的同时,将薄膜进会纵、横双向同时拉伸:平面拉伸法是将聚合物熔体通过狭长机头与激冷辊等制成片材或厚片然后在专用的拉伸机内,同步或分步在垂直的两个方向(通常所说的纵向、横向)上进行拉伸,并经过各种处理(冷却、电晕、测厚等)制成的薄膜
这次主要介绍平膜法
2、品种:现可以实现平面双向拉伸的塑料品种很多,估计有十多种,主要品种有以下几种 ①聚丙烯(简称 BOPP) ②聚酯(聚对苯二甲酸二醇酯,简称 BOPET) ③聚酰胺(通常所说尼龙,简称 BOPA) ④聚苯乙烯(简称 BOPS) ⑤聚酰亚胺(简称 BOPI) ⑥聚氯乙烯(简称 BOPVC) 上述产品大量运用于包装,部分运用磁带,胶片等,目前只有BOPP、BOPET 运用于电子类产品
3、性能:由于平面双几拉伸薄膜的性能好,其生产方法的发展速度要大大超过管膜拉伸法
①拉伸强度,弹性模量明显增加,一般比非拉伸薄膜强度高出 3—5 倍,但抗撕裂强度有明显下降
②使用温度的范围增大,耐寒、耐热性能提高 ③除有特殊要求,产品的形变量较小,热收缩性能好,一般可控制在3—5%以下 ④产品厚度均匀性好,且产品覆盖面广
聚丙烯可以生产2um 以上产品,聚酯可生产0
上述性能可以针对包装产品,同时也适用于电子产品,除上述之外,针对包装产品,双向拉伸平面法还可以有以下优势: ⑤薄膜的透明度改善,表面光泽度提高 ⑥降低水、汽等渗透率 ⑦提高薄膜表面性能质量,如滑爽性,耐磨性等 4、历史及现状 (1)1935 年,德国最先用此法生产,当时产品是 BOPS (2)1958 年提到