西气东输淮武支线管道工程第三标段线路工程管道补口、补伤施工方案 审 批: 中国石油天然气管道局西气东输淮武支线第三标段工程部编制日期:2005 年 11 月 25 日1、工程概况淮武支线北起潢川分输站,自北向南途经光山县,终点为新县
管线全长约 km,设计压力为 6.3MPa,全线管径¢610
线路钢管采纳 X60 螺旋焊缝钢管
全线管道防腐采纳外防腐层和强制电流阴极保护的联合保护措施
2、主要施工措施热收缩带外表应平整,无气泡、麻坑、裂纹,无氧化变质现象,用测厚仪,测定其厚度应大于或等于设计规定的厚度
热收缩套〔带〕胶层应无裂纹,内衬护薄膜应完好,且有明的标识:生产厂商;产品名称;材料规格、批号;生产日期
用筛子筛选河砂,用于喷砂除锈
砂子颗粒均匀,粒径在 2~4mm,无泥土草棍等杂质
空压机运转良好,压缩机排量不小于 6m3/min
加热用液化气火焰加热器,液化气钢瓶输出压力应满足施工要求〔P≧Mpa〕
准备好卷尺、红外线数字测温计(量程为:0~300℃)、压辊、棉纱及木楔等材料
将焊口及两侧涂层 150mm 范围内的油污、泥土等清理洁净
焊缝及其附近的毛刺、焊渣、飞溅物、焊瘤等应打磨洁净
焊口两侧涂层应切成≤300的坡角
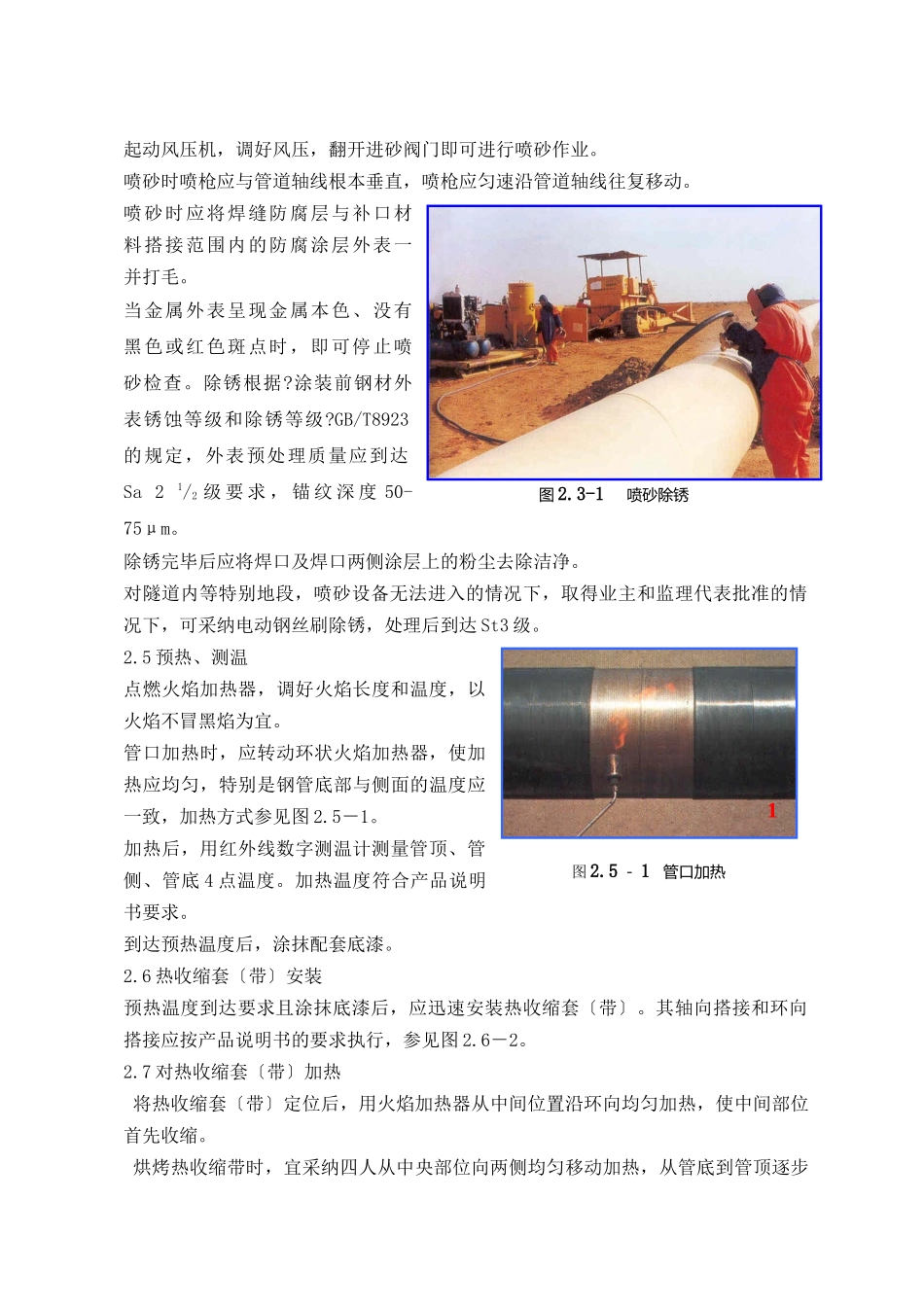
3 管口预热 当管口外表有水汽〔露水或霜〕时,应用火焰加热器进行加热,以去除管道外表的水分,加热温宜为 30℃~40℃
加热完毕后,测量管子外表上下左右 4 个点温度,到达要求前方可喷砂除锈
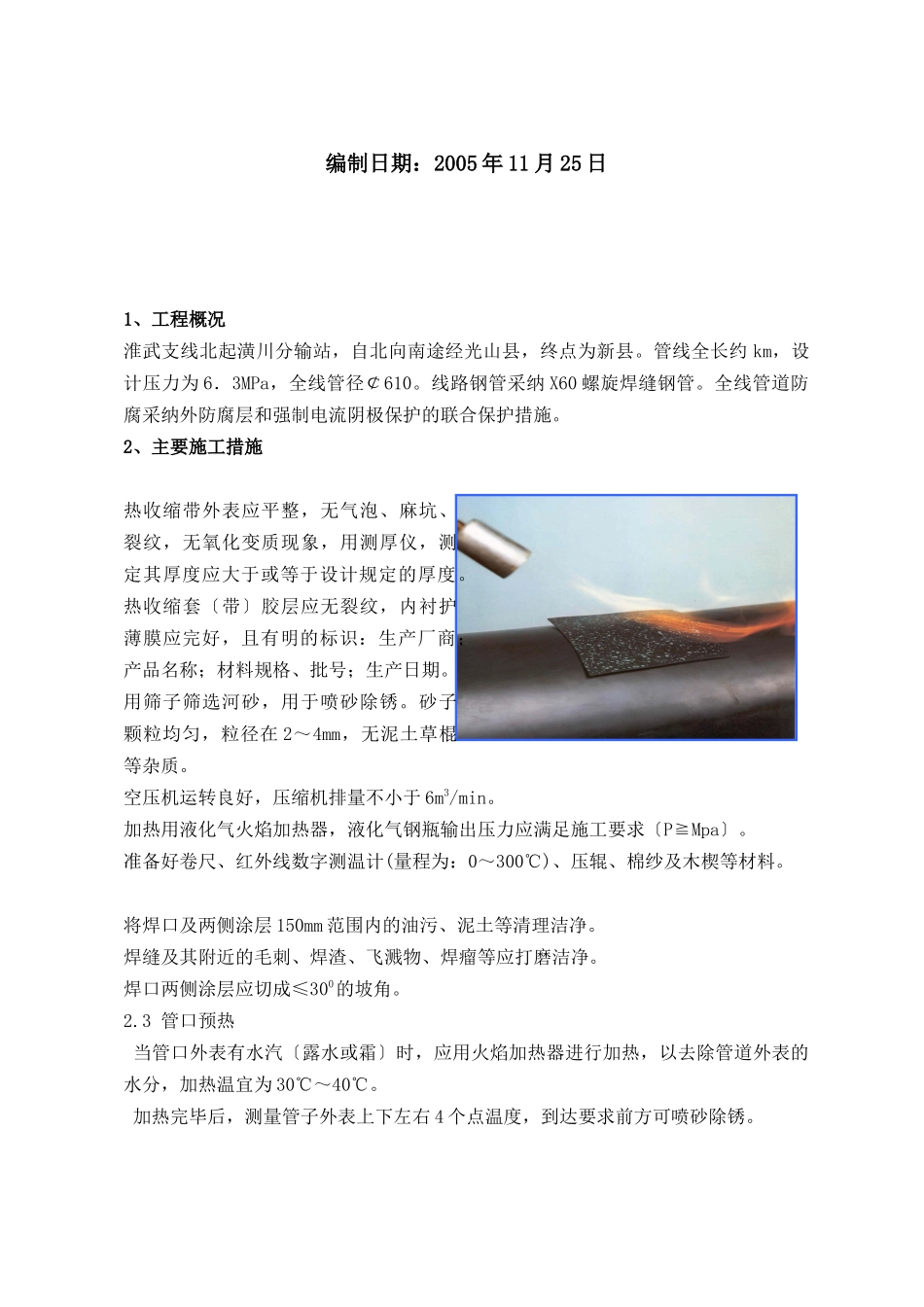
3-1 喷砂除锈1图 2
5 - 1 管口加热起动风压机,调好风压,翻开进砂阀门即可进行喷砂作业
喷砂时喷枪应与管道轴线根本垂直,喷枪应匀速沿管道轴线往复移动
喷砂时应将焊缝防腐层与补口材料搭接范围内的防腐涂层外表一并打毛
当金属外表呈现金属本色、没有黑色或红色斑点时,即可停止喷砂检查
涂装前钢材外表锈蚀等级和除锈等级
GB/T8923的