自动化焊接生产线在奇瑞A3车型中的应用实例 1.前言 A3车型是奇瑞公司的战略转型车型,为打造五星安全品质,对该车型提出更加苛刻的质量要求
焊装车身的制造水平提高依赖于先进的焊接设备,公司引进柯马公司的自动化生产线,完成车身下部和车身总成的焊接任务,以符合更高的焊接质量要求
第一部分A3自动化生产线设计纲领 主要负责A3三厢和A3两厢两种车型白车身总成的生产,下部线和主焊线是混线自动化生产线,年产能约为20万辆
车身下部线完成发动机仓、前地板、后地板等总成零件的拼装焊接工作,适应车身下部高强度的焊接要求
主要由27台机器人完成焊接工作、零件抓取,整条线还包括自动化输送悬链,零件缓存器
主焊线主要是完成车身下部、侧围、顶盖、包裹架等总成的拼装焊接工作
由滚床、OPENGATE、和31台机器人组成
主焊线OP130工位为在线激光检测系统,由 4台机器人带动激光检测系统,对车身尺寸关键点进行在线检测
第二部分 电气控制系统 A3自动化生产线共有两个部分组成,分为车身下部线和主焊线,有 5条空中输送线,工艺流程为发动机仓、前地板、后地板分别由3条输送线输送至车身下部线,车身下部经空中输送至主焊线,然后通过空中输送线输送至调整线
整条生产线有车型识别系统一套,辊床一套、涂胶设备8套、COMAU机器人62台,采用SICK的安全保护设备,采用带有安全集成功能的CPU 416F-2的西门子 PLC
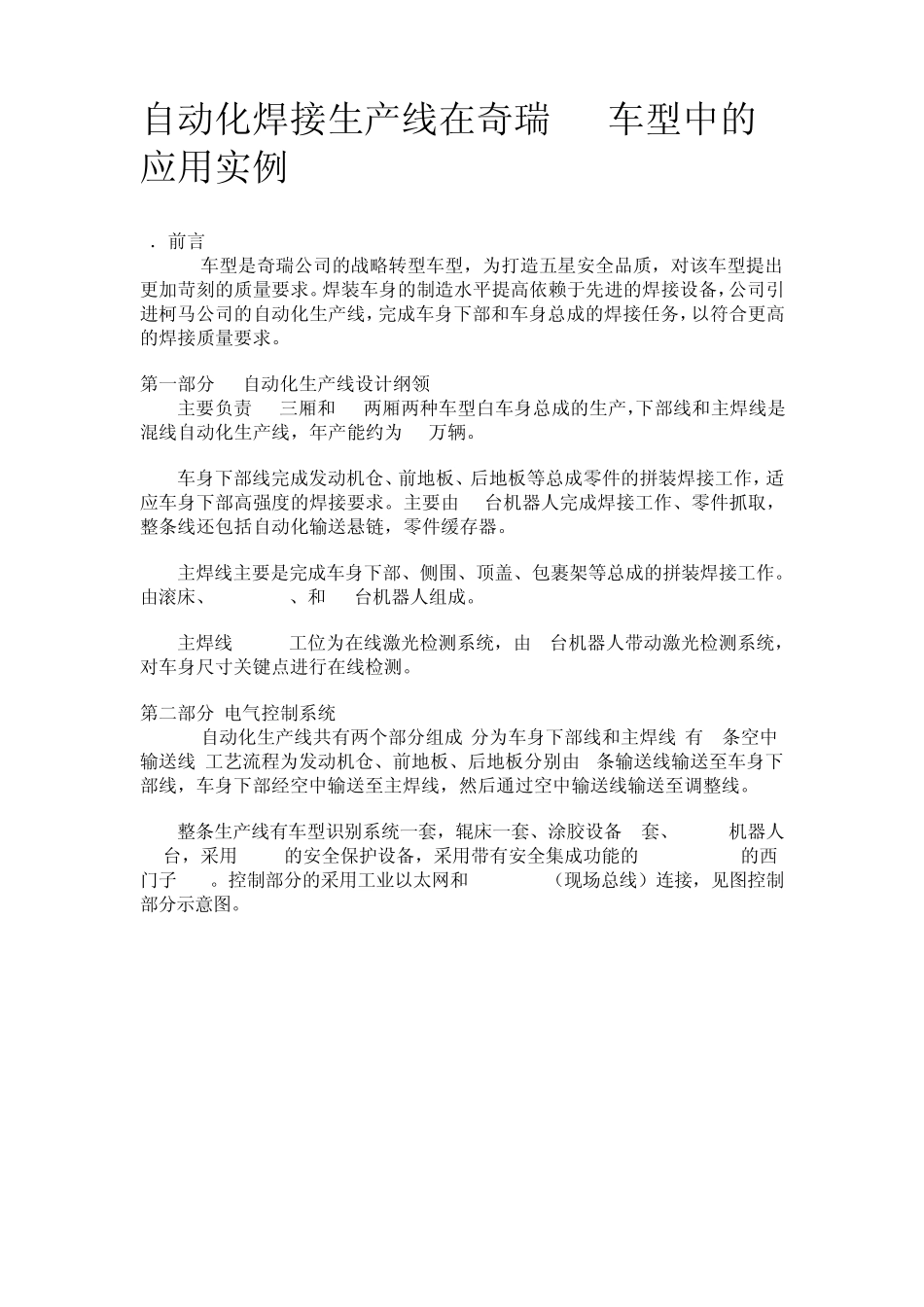
控制部分的采用工业以太网和PROFIBUS(现场总线)连接,见图控制部分示意图
控制部分示意图 现场总线 PROFIBUS,是用了 7层模型的 1、2层,精简的结构保证了数据的高速传输
主要应用于现场分散的 I/O设备
PROFIBUS-DP网络由以下几部分组成(如图 2):1主控器(PLC);2现场 I/O模块(ET200S),用于连接各种 I/O设备;3其他智能装置,如变频器,