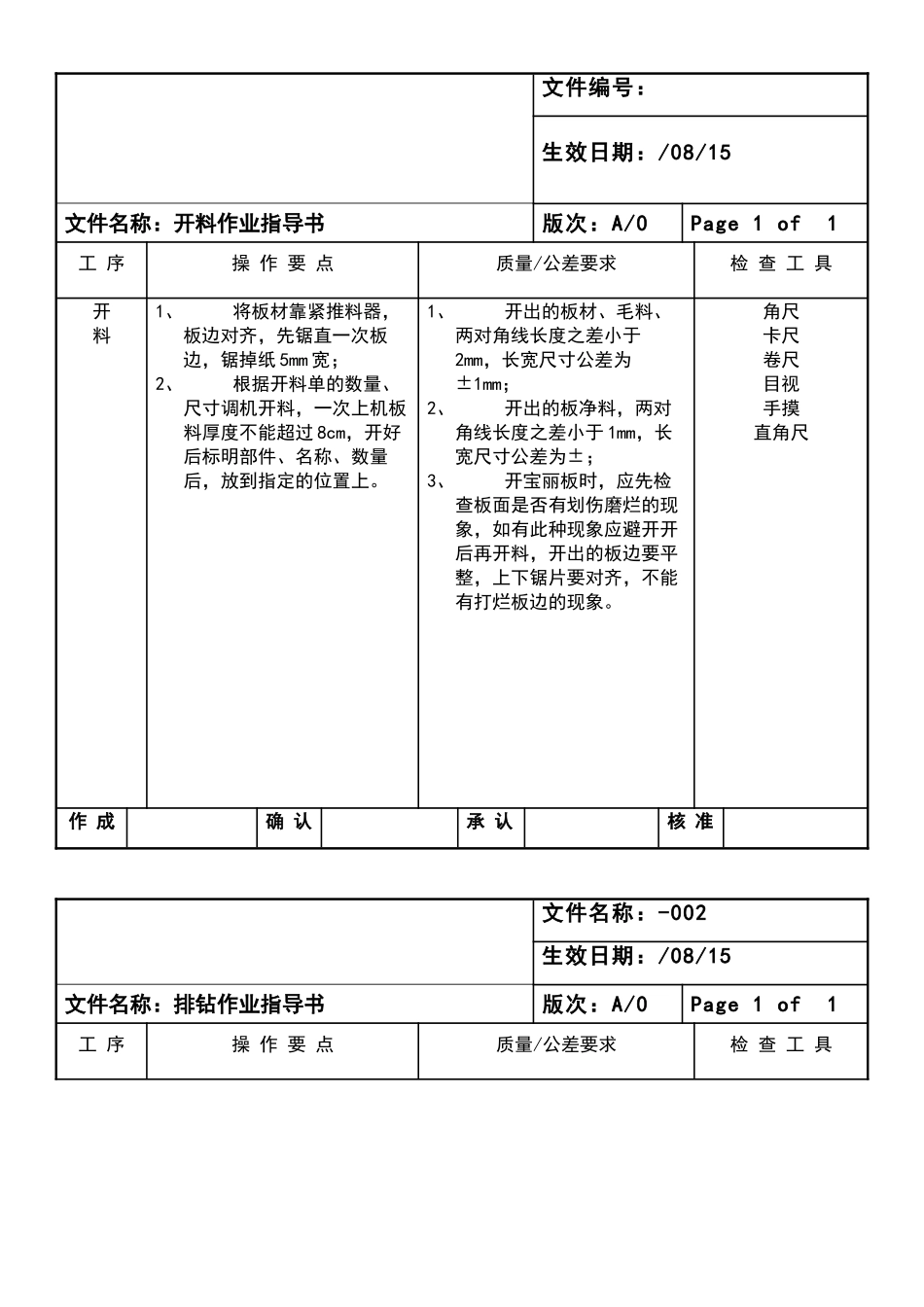
文件编号:生效日期:/08/15文件名称:开料作业指导书版次:A/0Page 1 of 1工 序操 作 要 点质量/公差要求检 查 工 具开料1、将板材靠紧推料器,板边对齐,先锯直一次板边,锯掉纸 5mm 宽;2、根据开料单的数量、尺寸调机开料,一次上机板料厚度不能超过 8cm,开好后标明部件、名称、数量后,放到指定的位置上
1、开出的板材、毛料、两对角线长度之差小于2mm,长宽尺寸公差为±1mm;2、开出的板净料,两对角线长度之差小于 1mm,长宽尺寸公差为±;3、开宝丽板时,应先检查板面是否有划伤磨烂的现象,如有此种现象应避开开后再开料,开出的板边要平整,上下锯片要对齐,不能有打烂板边的现象
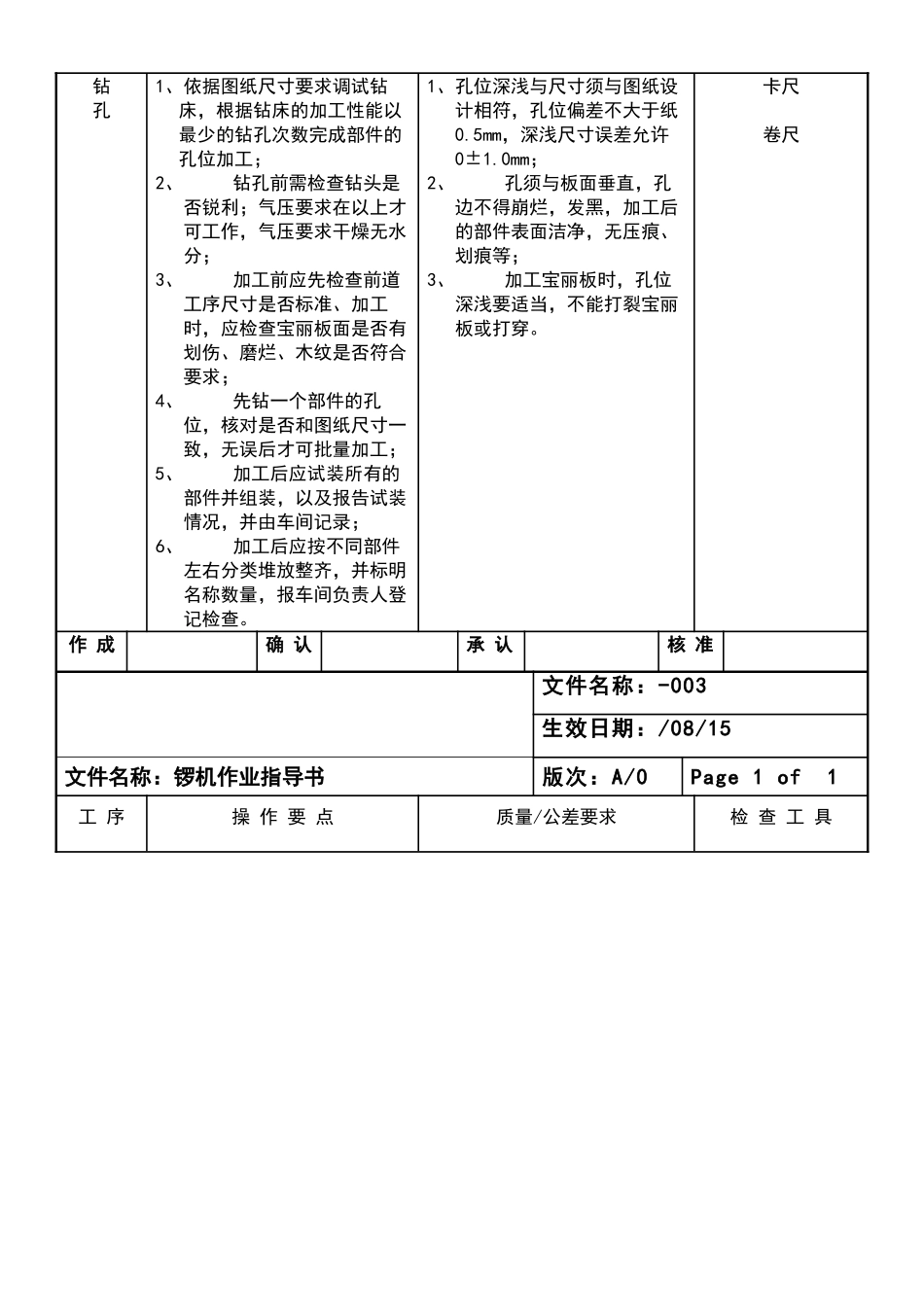
角尺卡尺卷尺目视手摸直角尺作 成确 认承 认核 准文件名称:-002生效日期:/08/15文件名称:排钻作业指导书版次:A/0Page 1 of 1工 序操 作 要 点质量/公差要求检 查 工 具钻孔1、依据图纸尺寸要求调试钻床,根据钻床的加工性能以最少的钻孔次数完成部件的孔位加工;2、钻孔前需检查钻头是否锐利;气压要求在以上才可工作,气压要求干燥无水分;3、加工前应先检查前道工序尺寸是否标准、加工时,应检查宝丽板面是否有划伤、磨烂、木纹是否符合要求;4、先钻一个部件的孔位,核对是否和图纸尺寸一致,无误后才可批量加工;5、加工后应试装所有的部件并组装,以及报告试装情况,并由车间记录;6、加工后应按不同部件左右分类堆放整齐,并标明名称数量,报车间负责人登记检查
1、孔位深浅与尺寸须与图纸设计相符,孔位偏差不大于纸0
5mm,深浅尺寸误差允许0±1
0mm;2、孔须与板面垂直,孔边不得崩烂,发黑,加工后的部件表面洁净,无压痕、划痕等;3、加工宝丽板时,孔位深浅要适当,不能打裂宝丽板或打穿
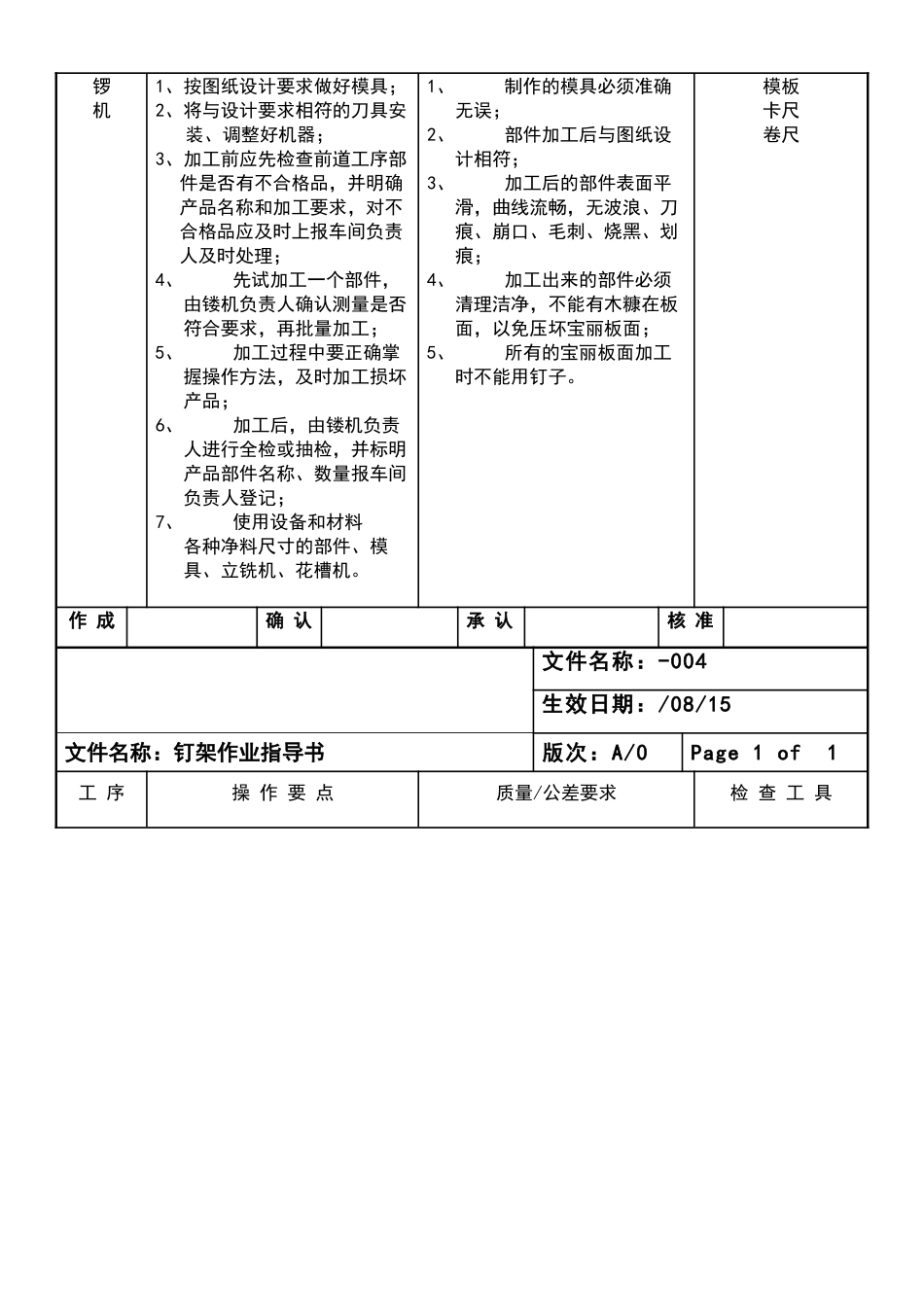
卡尺卷尺作 成确 认承 认核 准文件名称:-003生效日期:/08/15文件名称:锣机作业指导书版