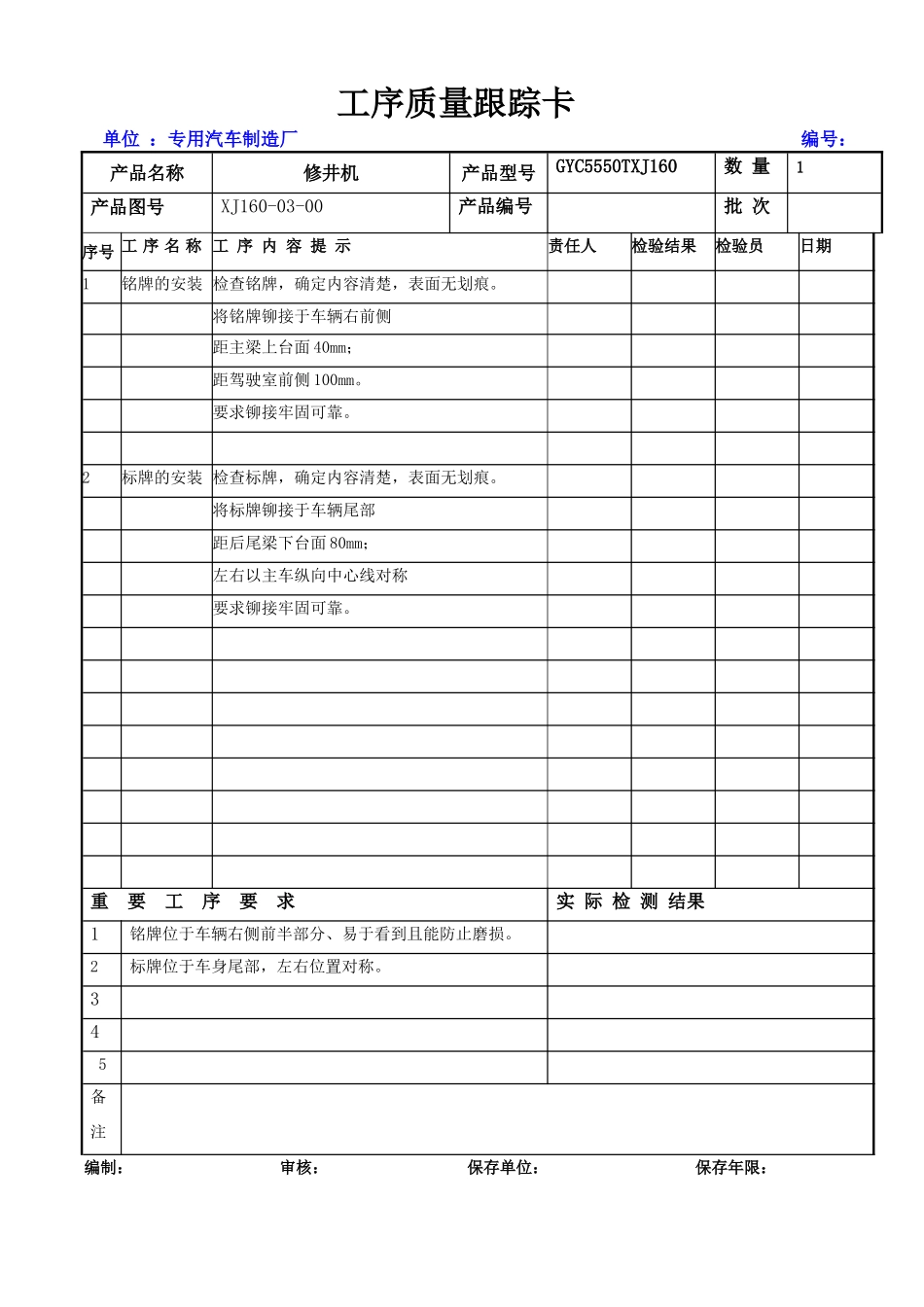
工序质量跟踪卡 单位 :专用汽车制造厂 编号: 产品名称修井机产品型号GYC5550TXJ160数 量1 产品图号XJ160-03-00产品编号批 次序号 工 序 名 称 工 序 内 容 提 示责任人检验结果检验员日期1铭牌的安装 检查铭牌,确定内容清楚,表面无划痕
将铭牌铆接于车辆右前侧距主梁上台面 40mm;距驾驶室前侧 100mm
要求铆接牢固可靠
2标牌的安装 检查标牌,确定内容清楚,表面无划痕
将标牌铆接于车辆尾部 距后尾梁下台面 80mm;左右以主车纵向中心线对称要求铆接牢固可靠
重 要 工 序 要 求实 际 检 测 结果1铭牌位于车辆右侧前半部分、易于看到且能防止磨损
2标牌位于车身尾部,左右位置对称
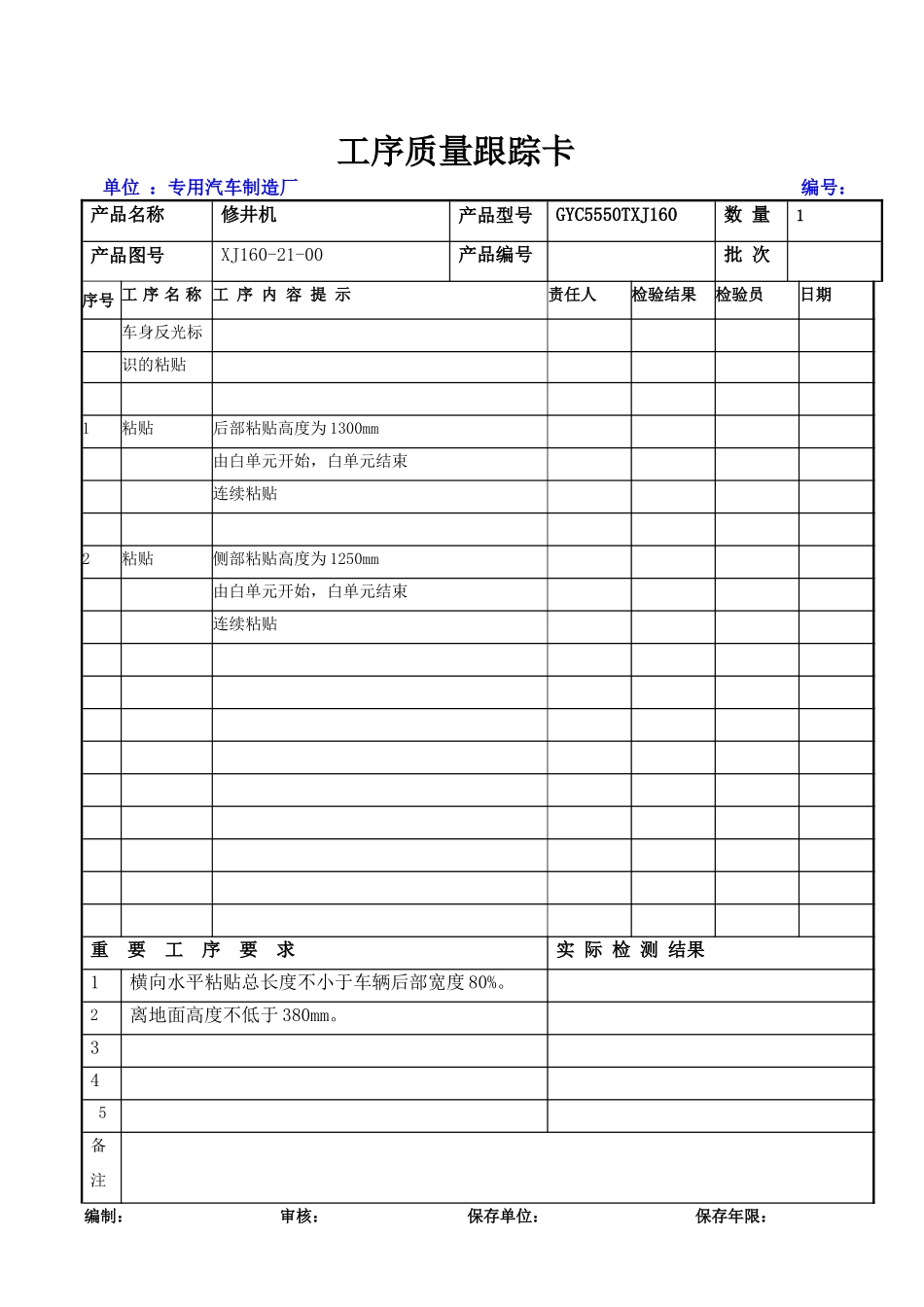
34 5备注编制: 审核: 保存单位: 保存年限: 工序质量跟踪卡 单位 :专用汽车制造厂 编号: 产品名称修井机产品型号GYC5550TXJ160数 量1 产品图号XJ160-21-00产品编号批 次序号 工 序 名 称 工 序 内 容 提 示责任人检验结果检验员日期车身反光标识的粘贴1粘贴后部粘贴高度为 1300mm 由白单元开始,白单元结束连续粘贴2粘贴侧部粘贴高度为 1250mm由白单元开始,白单元结束连续粘贴重 要 工 序 要 求实 际 检 测 结果1横向水平粘贴总长度不小于车辆后部宽度 80%
2离地面高度不低于 380mm
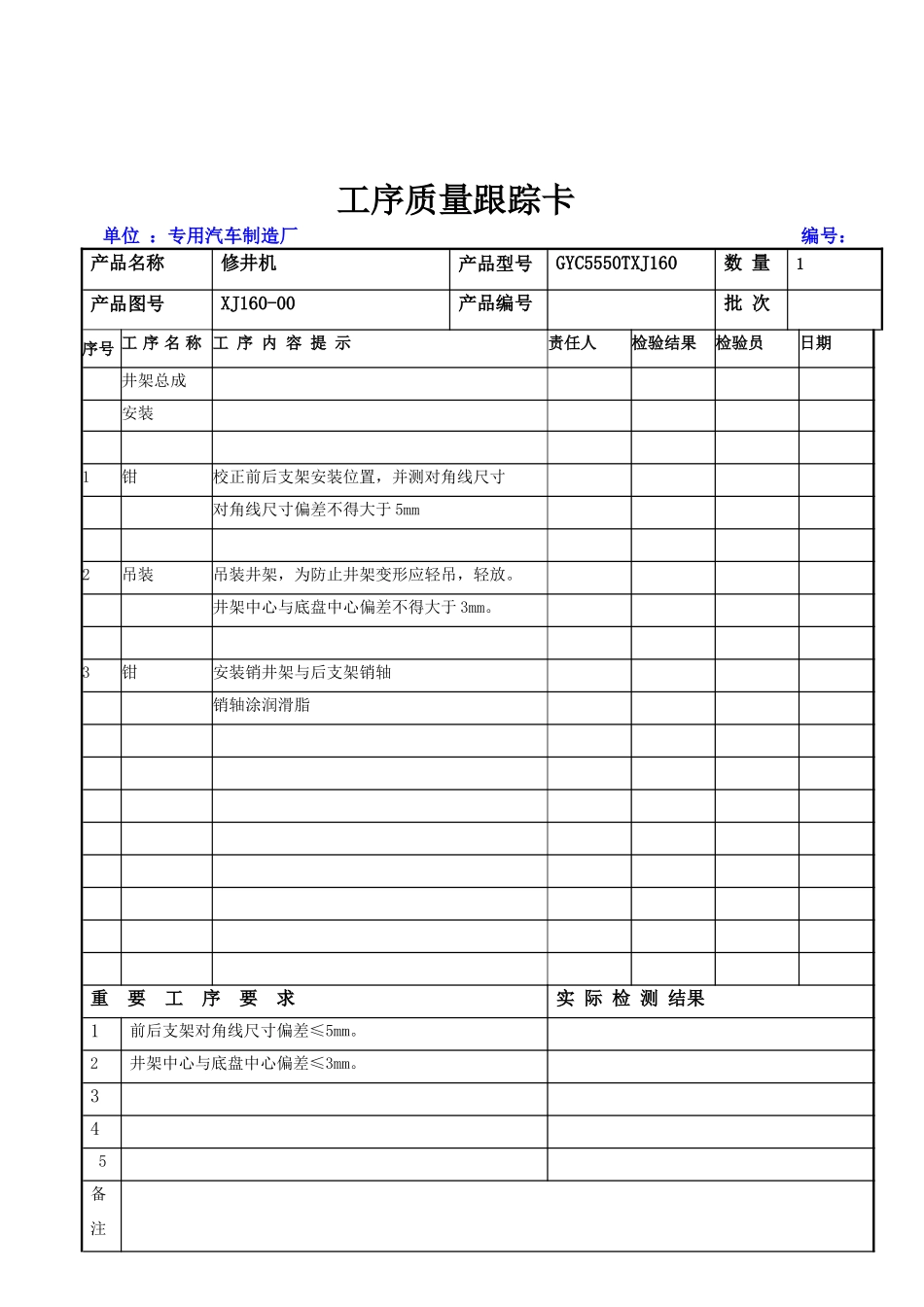
34 5备注编制: 审核: 保存单位: 保存年限: 工序质量跟踪卡 单位 :专用汽车制造厂 编号: 产品名称修井机产品型号GYC5550TXJ160数 量1 产品图号XJ160-00产品编号批 次序号 工 序 名 称 工 序 内 容 提 示责任人检验结果检验员日期井架总成安装1钳校正前后支架安装位置,并测对角线尺寸 对角线尺寸偏差不得大于 5mm2吊装吊装井架,为防止井架变形应轻吊,轻放
井架中心与底盘中心偏差不得大于 3