山东泰瑞汽车机械电器有限公司焊接操作工艺法律规范TR140825-001共 8 页第 1 页一、 目的为了能更好的法律规范各种焊接操作,保证焊接质量
二、 适用范围 本法律规范适用于泰瑞公司焊接作业生产
三、凸焊操作工艺法律规范(一)、焊前准备: 1、检查设备①焊前接通焊机的水、气、电路,开启控制箱电源
操作者检查水、气、电管路有无异常现象
设备人员检查网络控制参数(网络电压:360-420V,气压:不小于,冷却水循环是否畅通良好,流量充足,并且焊机无漏气、漏水、漏电
)②检查凸焊机,要求电极同轴并升降平稳、压力调节敏捷、程序控制正常、变压级数闸刀接触良好
2、焊接工艺参数:①凸焊工艺参数:②凸焊螺母抗扭强度参数: 3、焊接工艺试片 每班生产前作工艺试片,检查试片凸焊质量并按要求记录(附表格),要选用与产品焊接时同规格、同牌号的螺母/螺栓和同厚度、同材料的试片作试验
①凸焊螺母试片检验方法外观检查:要求无螺纹损伤、裂纹、允许有轻微飞溅和少量的金属挤出,但不影响螺栓的拧入
螺栓试装法:选用与凸焊螺母相配的螺栓,要求不能借用任何工具,直接用手能将螺栓顺利拧入螺母孔内,则为合格;反之螺栓不能拧入或拧入困难,则为不合格
编 制会 签编 制 部 门标准化标记处数更改文件号签 字日期装焊技术科批 准山东泰瑞汽车机械电器有限公司焊接操作工艺法律规范DT7030-001共 8 页第 2 页强度试验法:将工件固定在工作台上,把扭力扳手上的专用套筒套在螺母上,用手扳动扭力扳手
如工件上螺母承受规定的扭力而不脱落,则为合格;如试片上螺母承受的扭力未达到要求或达到要求后脱落,则为不合格
应调整工艺参数,重新做试片,直到试片合格为止
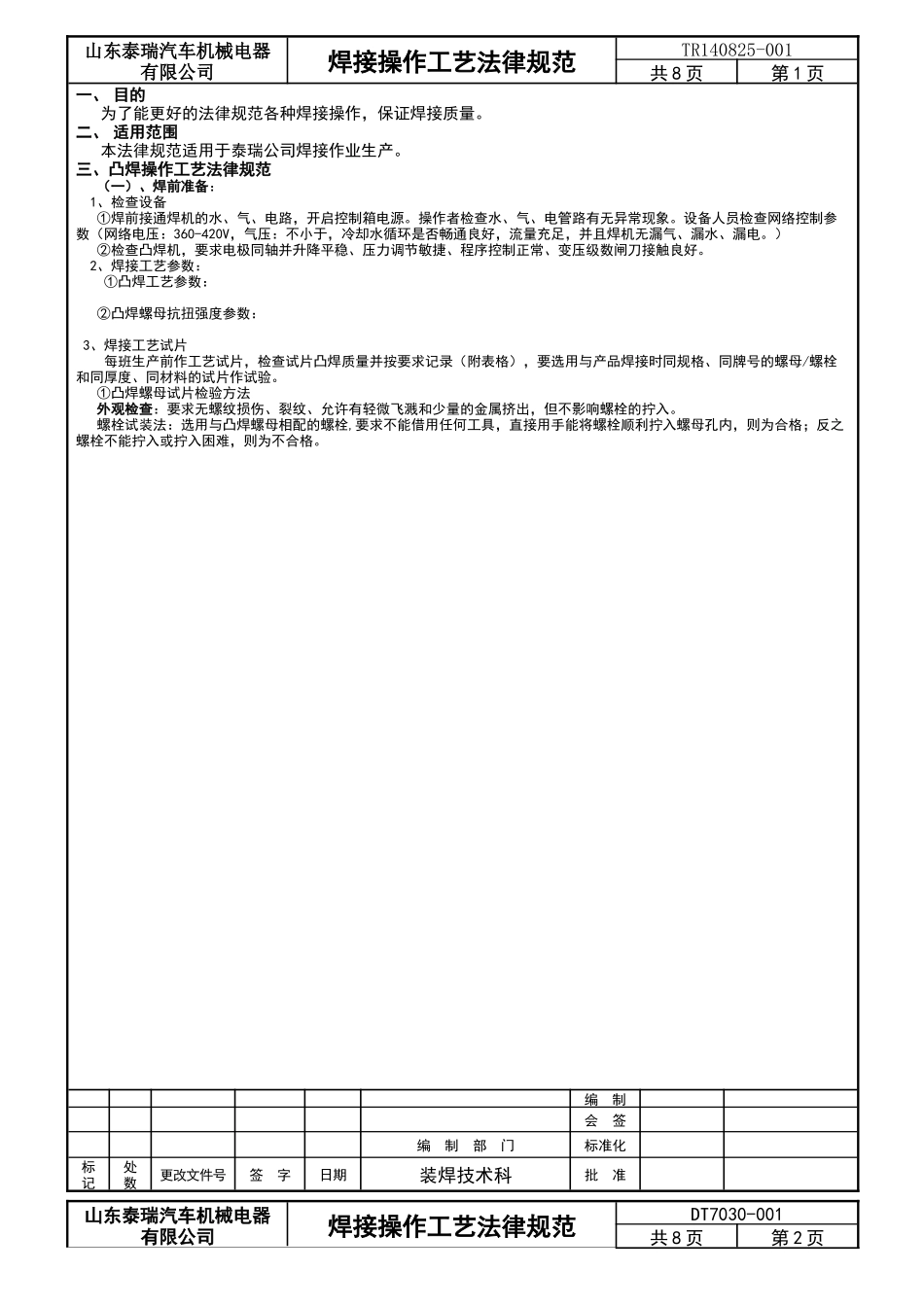
②、承面凸焊螺栓试片检验方法:产品强度试验:将自制带帽钢螺母拧在焊好的螺柱上,注意钢螺母与工件留一段距离,套筒放在带帽钢螺母上,(如下图所示)
用扭力扳手将钢螺母拧到