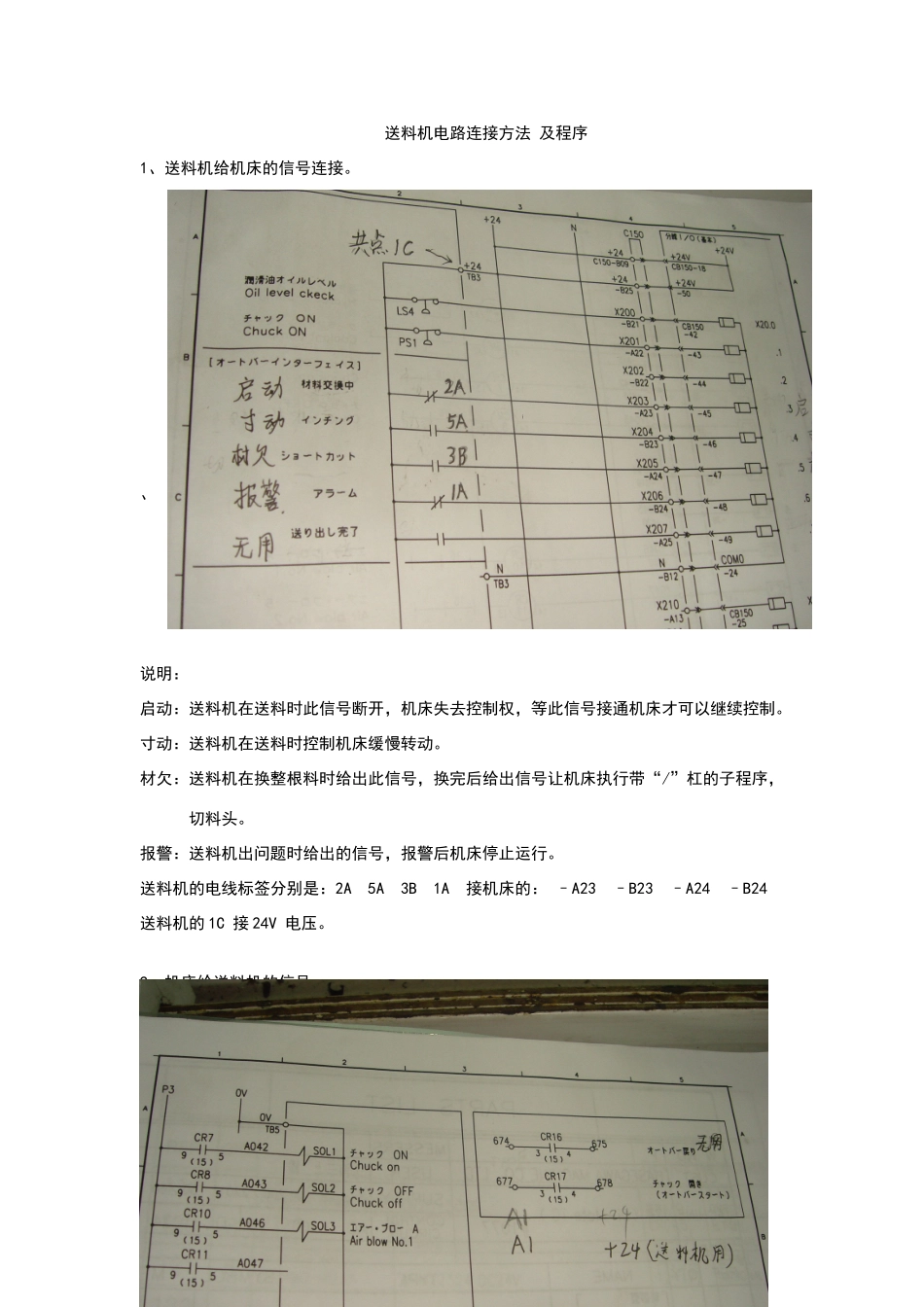
送料机电路连接方法 及程序1、送料机给机床的信号连接
、说明:启动:送料机在送料时此信号断开,机床失去控制权,等此信号接通机床才可以继续控制
寸动:送料机在送料时控制机床缓慢转动
材欠:送料机在换整根料时给出此信号,换完后给出信号让机床执行带“/”杠的子程序,切料头
报警:送料机出问题时给出的信号,报警后机床停止运行
送料机的电线标签分别是:2A 5A 3B 1A 接机床的: –A23 –B23 –A24 –B24送料机的 1C 接 24V 电压
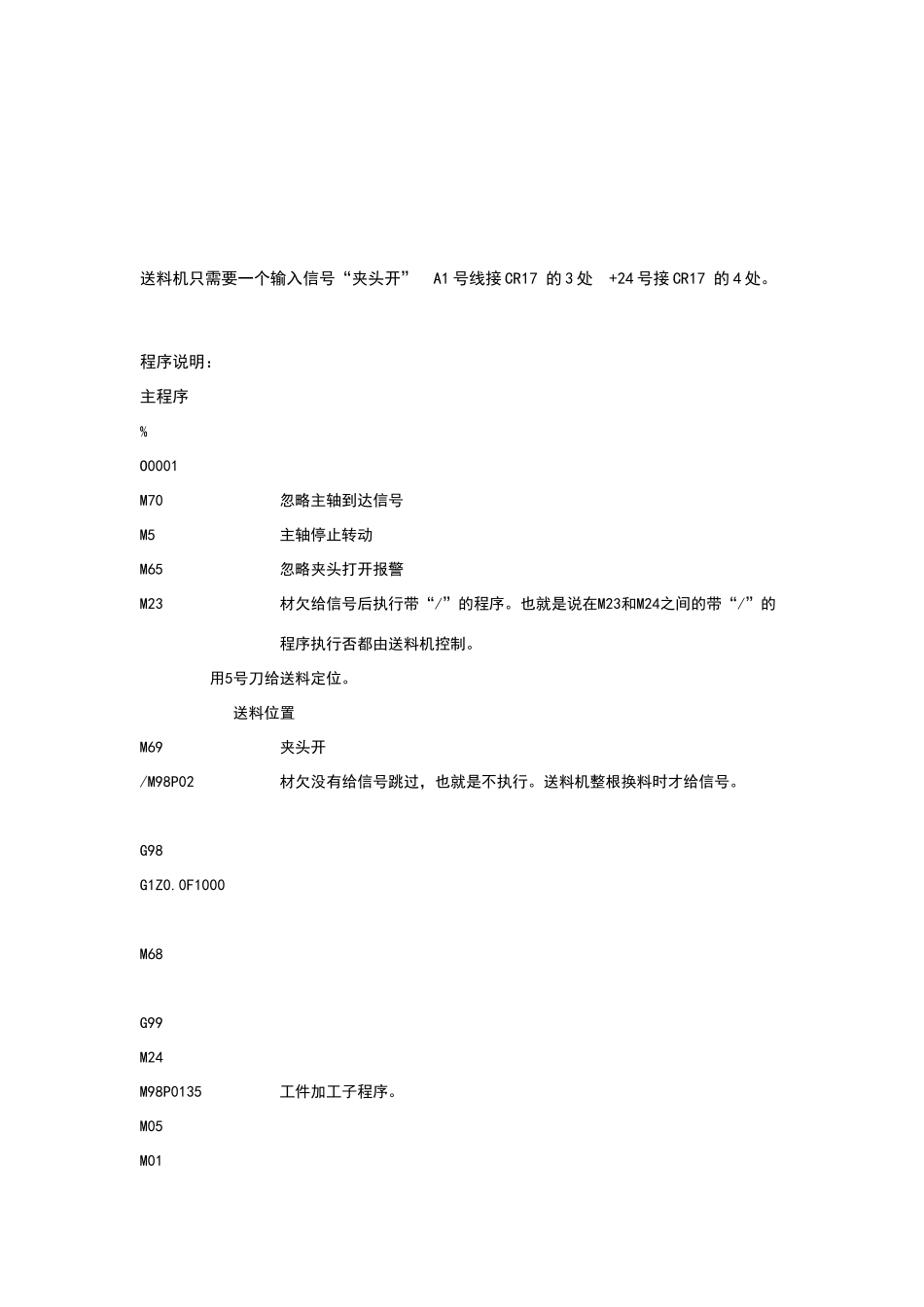
2、机床给送料机的信号
送料机只需要一个输入信号“夹头开” A1 号线接 CR17 的 3 处 +24 号接 CR17 的 4 处
程序说明: 主程序%O0001M70 忽略主轴到达信号M5 主轴停止转动M65 忽略夹头打开报警M23 材欠给信号后执行带“/”的程序
也就是说在M23和M24之间的带“/”的程序执行否都由送料机控制
用5号刀给送料定位
送料位置M69 夹头开/M98P02 材欠没有给信号跳过,也就是不执行
送料机整根换料时才给信号
G98G1Z0
0F1000 M68 G99M24M98P0135 工件加工子程序
M05M01M99%子程序O0002M69G0 T5M22 材料交换中,等待启动信号,送料机没有给信号下面程序不运行
M68 夹头闭合G4 G0 T6 M13 S2000 以下切料头
0 F -0
5 F M99