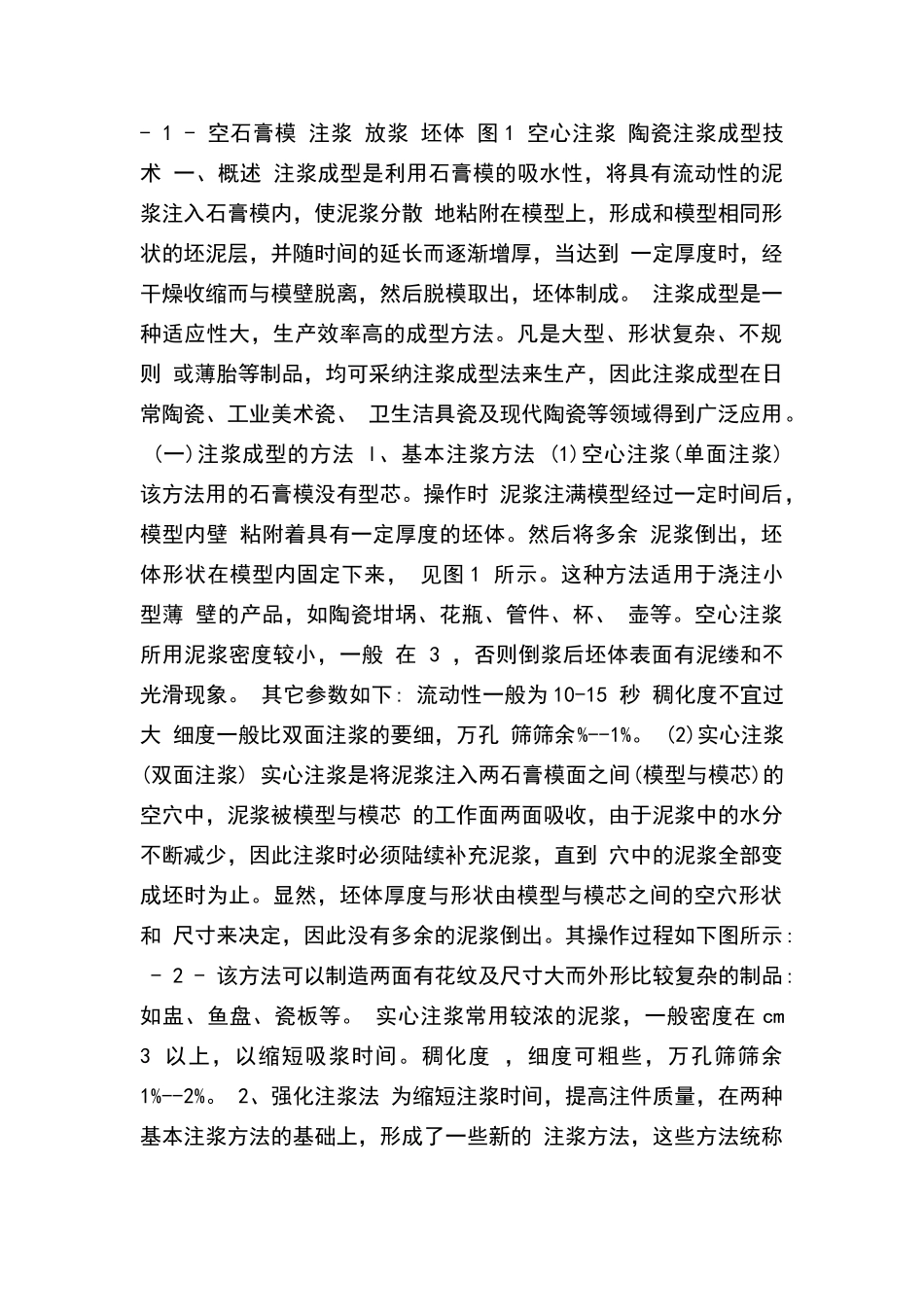
- 1 - 空石膏模 注浆 放浆 坯体 图 1 空心注浆 陶瓷注浆成型技术 一、概述 注浆成型是利用石膏模的吸水性,将具有流动性的泥浆注入石膏模内,使泥浆分散 地粘附在模型上,形成和模型相同形状的坯泥层,并随时间的延长而逐渐增厚,当达到 一定厚度时,经干燥收缩而与模壁脱离,然后脱模取出,坯体制成
注浆成型是一种适应性大,生产效率高的成型方法
凡是大型、形状复杂、不规则 或薄胎等制品,均可采纳注浆成型法来生产,因此注浆成型在日常陶瓷、工业美术瓷、 卫生洁具瓷及现代陶瓷等领域得到广泛应用
(一)注浆成型的方法 l、基本注浆方法 (1)空心注浆(单面注浆) 该方法用的石膏模没有型芯
操作时 泥浆注满模型经过一定时间后,模型内壁 粘附着具有一定厚度的坯体
然后将多余 泥浆倒出,坯体形状在模型内固定下来, 见图 1 所示
这种方法适用于浇注小型薄 壁的产品,如陶瓷坩埚、花瓶、管件、杯、 壶等
空心注浆所用泥浆密度较小,一般 在 3 ,否则倒浆后坯体表面有泥缕和不光滑现象
其它参数如下: 流动性一般为 10-15 秒 稠化度不宜过大 细度一般比双面注浆的要细,万孔 筛筛余%--1%
(2)实心注浆(双面注浆) 实心注浆是将泥浆注入两石膏模面之间(模型与模芯)的空穴中,泥浆被模型与模芯 的工作面两面吸收,由于泥浆中的水分不断减少,因此注浆时必须陆续补充泥浆,直到 穴中的泥浆全部变成坯时为止
显然,坯体厚度与形状由模型与模芯之间的空穴形状和 尺寸来决定,因此没有多余的泥浆倒出
其操作过程如下图所示: - 2 - 该方法可以制造两面有花纹及尺寸大而外形比较复杂的制品:如盅、鱼盘、瓷板等
实心注浆常用较浓的泥浆,一般密度在 cm 3 以上,以缩短吸浆时间
稠化度 ,细度可粗些,万孔筛筛余1%--2%
2、强化注浆法 为缩短注浆时间,提高注件质量,在两种基本注浆方法的基础上,形成了一