车间名称: 机加工班 工序名称:外圆、内圆磨削序号项目图示说明1设备/工夹具列表 1
M1432C 万能外圆磨床:对金属进行磨削加工;2
游标卡尺、千分尺:测量工件尺寸;3
内六角扳手: 机床尾座等调节扳手
三爪卡盘紧固扳手:三爪装夹工件紧固工具
活动扳手、开口扳手:工件架调整扳手
百分表、铜棒:工件校正工具
机芯夹:装夹在工件上传动力矩
2物料列表1
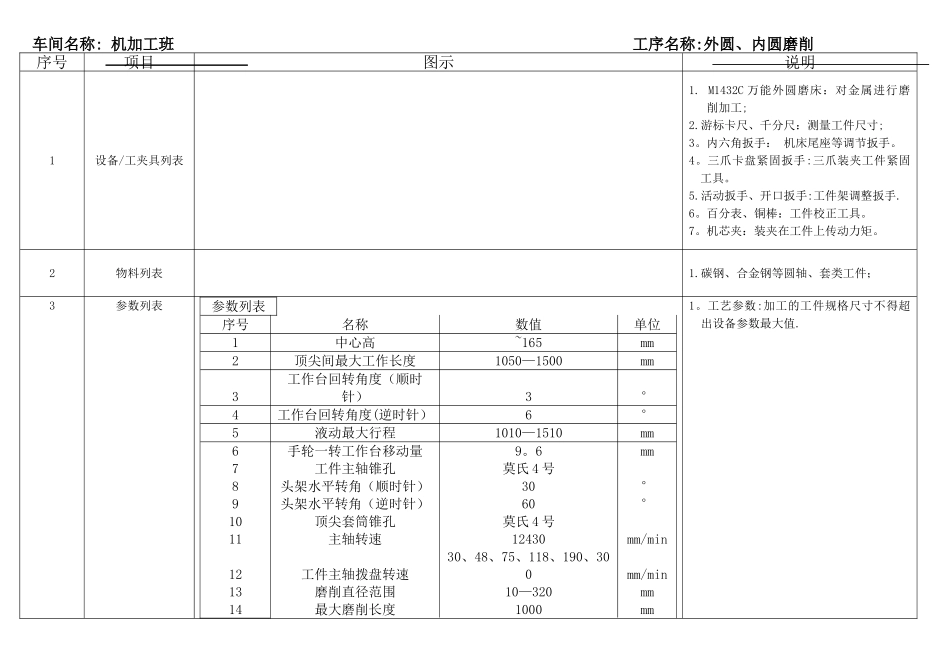
碳钢、合金钢等圆轴、套类工件;3参数列表参数列表序号名称数值单位1中心高~165mm2顶尖间最大工作长度1050—1500mm3工作台回转角度(顺时针)3°4工作台回转角度(逆时针)6°5液动最大行程1010—1510mm6手轮一转工作台移动量9
6mm7工件主轴锥孔莫氏 4 号8头架水平转角(顺时针)30°9头架水平转角(逆时针)60°10顶尖套筒锥孔莫氏 4 号11主轴转速12430mm/min12工件主轴拨盘转速30、48、75、118、190、300mm/min13磨削直径范围10—320mm14最大磨削长度1000mm1
工艺参数:加工的工件规格尺寸不得超出设备参数最大值
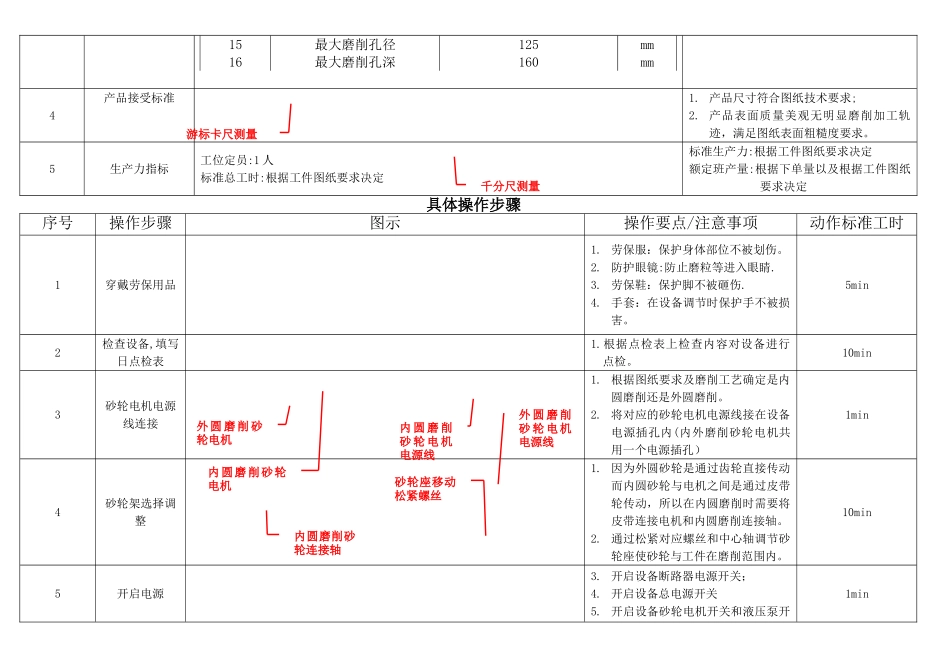
15最大磨削孔径125mm16最大磨削孔深160mm4产品接受标准 1
产品尺寸符合图纸技术要求;2
产品表面质量美观无明显磨削加工轨迹,满足图纸表面粗糙度要求
5生产力指标工位定员:1 人标准总工时:根据工件图纸要求决定标准生产力:根据工件图纸要求决定额定班产量:根据下单量以及根据工件图纸要求决定具体操作步骤序号操作步骤图示操作要点/注意事项动作标准工时1穿戴劳保用品1
劳保服:保护身体部位不被划伤
防护眼镜:防止磨粒等进入眼睛
劳保鞋:保护脚不被砸伤
手套:在设备调节时保护手不被损害
5min2检查设备,填写日点检表1
根据点检表上检查内容对设备进行点检
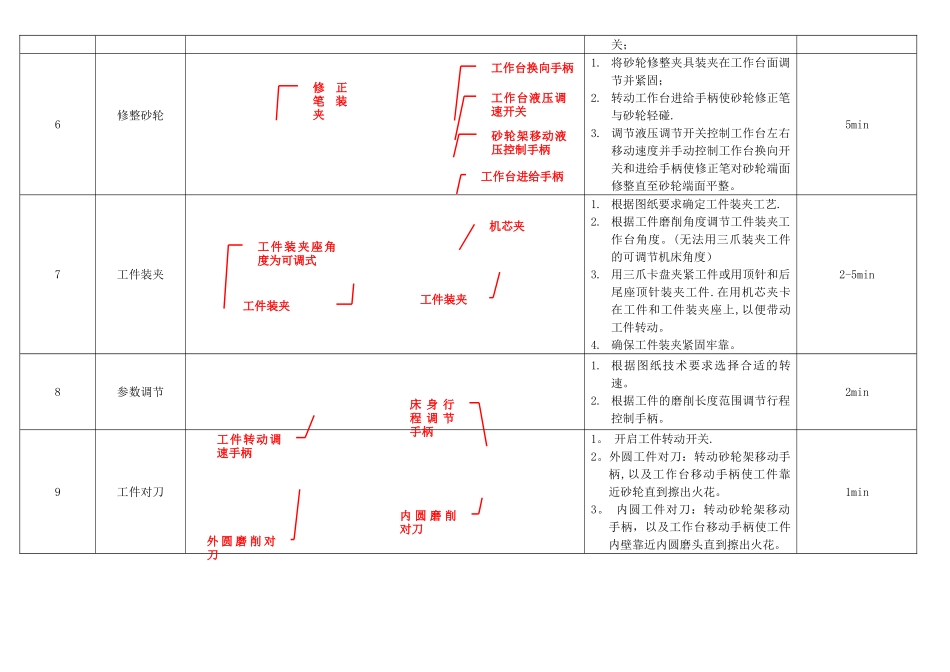
10min3砂轮电机电源线连接 1